Content
- 1 What Is a Vacuum Rubber Vulcanizing Machine and How Does It Work?
- 2 Industries and Applications That Rely on Vacuum Vulcanizing
- 3 Key Process Parameters and How to Control Them
- 4 Common Defects and How to Diagnose Them
- 5 How to Choose the Right Vacuum Rubber Vulcanizing Machine
- 6 Routine Maintenance Practices That Protect Machine Performance
- 7 Maximizing Output Quality and Production Efficiency
What Is a Vacuum Rubber Vulcanizing Machine and How Does It Work?
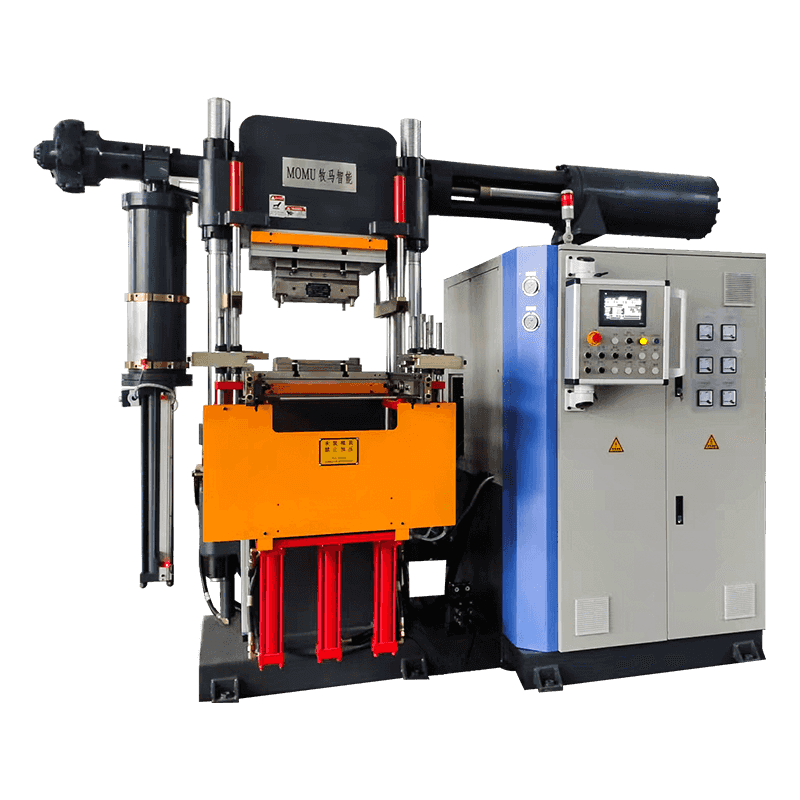
A vacuum rubber vulcanizing machine is a specialized piece of industrial equipment used to cure rubber compounds under controlled heat and pressure in a vacuum environment. Vulcanization is the chemical process that transforms raw or compounded rubber from a soft, pliable state into a durable, elastic, and heat-resistant material by forming cross-links between polymer chains — typically through sulfur or peroxide-based curing agents. The vacuum component is what distinguishes this machine from standard press vulcanizers. By evacuating air from the mold cavity before and during the curing cycle, the machine eliminates trapped air pockets and gases that would otherwise cause porosity, voids, or surface blemishes in the finished rubber product.
The machine operates through a sequence of automated stages: mold loading, vacuum evacuation, pressure application, heat curing, and mold release. Heating is typically achieved through electric platens or steam-heated plates that transfer heat uniformly into the rubber compound. A vacuum pump connected to the sealed mold chamber draws the internal pressure down — commonly to between -0.08 MPa and -0.1 MPa — before the press closes and applies clamping force. This combination of vacuum, heat, and mechanical pressure ensures that complex mold geometries are filled completely and that the cured part meets dimensional and surface quality specifications.

Industries and Applications That Rely on Vacuum Vulcanizing
Vacuum rubber vulcanizing machines are deployed across a wide range of industries where rubber part quality and consistency are non-negotiable. The automotive sector is one of the largest users, relying on these machines to produce seals, gaskets, O-rings, vibration dampers, and fluid-handling components that must perform reliably under demanding thermal and mechanical conditions. In the aerospace industry, vacuum vulcanizing is used for precision rubber components where even microscopic voids could compromise the integrity of critical sealing systems.
The medical device industry uses vacuum vulcanizing machines to manufacture silicone and specialty rubber parts that must meet strict biocompatibility and dimensional tolerance standards. Electronics manufacturers use them for producing insulating components and vibration isolation mounts. The footwear industry applies the technology for sole bonding and molded rubber components. In each case, the vacuum environment is essential for achieving the surface finish, internal density, and mechanical performance that standard press vulcanizing cannot reliably deliver.
Key Process Parameters and How to Control Them
Producing consistent, defect-free vulcanized rubber parts requires precise management of several interdependent process parameters. Understanding what each parameter does — and how deviations affect the output — is fundamental to operating a vacuum vulcanizing machine effectively.
Vulcanization Temperature
Temperature is the primary driver of the vulcanization reaction. Most rubber compounds cure in the range of 150°C to 200°C, with the specific optimum temperature depending on the compound formulation and curing system used. Too low a temperature results in under-curing — the rubber will be soft, weak, and may exhibit tackiness or incomplete cross-linking. Too high a temperature causes over-curing or reversion, where the polymer network degrades and the rubber loses strength and elasticity. Platen temperature uniformity across the mold surface is equally important; temperature gradients of more than five to ten degrees Celsius across the mold can cause uneven cure and differential shrinkage.
Curing Time
Curing time is determined by the compound's rheology data — specifically the T90 value from a moving die rheometer (MDR) test, which indicates the time required to reach ninety percent of maximum torque (cross-link density) at the target temperature. Cure times typically range from two to thirty minutes depending on compound type, part thickness, and temperature. For thick sections, additional time must be factored in to allow heat to penetrate to the core. Using a cure time that is too short is one of the most common sources of field failures in rubber products.
Vacuum Level and Timing
The vacuum must reach the target level before the press closes and curing begins. Most operations target a vacuum level of -0.095 MPa to -0.1 MPa. The evacuation time — typically fifteen to sixty seconds — must be sufficient to fully purge air from both the mold cavity and any venting channels. If the vacuum pump cycle is too short, residual air will be compressed rather than removed when the press closes, causing subsurface voids. Regularly testing pump performance and checking for leaks in the vacuum lines and mold seals is essential for maintaining consistent evacuation quality.
Clamping Pressure
Clamping pressure keeps the mold halves sealed during vulcanization and compresses the rubber compound to fill the cavity geometry completely. Insufficient clamping pressure allows flash to form at the parting line and can result in underfilled sections. Excessive pressure can damage molds or cause compound to be squeezed out of the cavity before gelation occurs. Typical clamping pressures for rubber vulcanizing range from 10 to 25 MPa depending on the compound viscosity and part geometry.
Common Defects and How to Diagnose Them
Even with well-calibrated machines, defects can appear in vulcanized rubber parts. Identifying the root cause quickly minimizes scrap and production downtime. The following table summarizes the most frequently encountered defects and their likely causes:
| Defect | Likely Cause | Corrective Action |
| Porosity / Internal Voids | Insufficient vacuum or evacuation time | Check pump performance; extend evacuation time |
| Surface Blistering | Moisture in compound or mold | Pre-dry compound; clean and preheat mold |
| Under-cure (Soft Parts) | Low temperature or insufficient cure time | Verify platen temperature calibration; extend cure time |
| Excessive Flash | Low clamping pressure or worn mold parting line | Increase press tonnage; inspect and refurbish mold |
| Short Shot / Unfilled Areas | Insufficient compound charge weight | Recalculate charge weight; adjust compound preform |
| Dimensional Variation | Inconsistent temperature or clamping force | Calibrate sensors; perform regular press maintenance |
How to Choose the Right Vacuum Rubber Vulcanizing Machine
Selecting the correct machine requires matching equipment specifications to the demands of your specific production application. Key evaluation criteria include platen size, press tonnage, vacuum system capacity, temperature range, and control system sophistication.
- Platen size must accommodate the largest mold you intend to run, with sufficient margin to maintain uniform temperature distribution. Standard platen sizes range from 200 mm × 200 mm for small-part production up to 1000 mm × 1000 mm or larger for industrial applications.
- Press tonnage must be matched to the projected area of your mold and the viscosity of your rubber compound. As a general guideline, calculate the required force by multiplying the mold cavity projected area by the target clamping pressure, then add a safety margin of at least twenty percent.
- Vacuum pump capacity — measured in liters per minute — should be sufficient to evacuate the mold chamber to the target vacuum level within fifteen to thirty seconds. Larger mold volumes require higher-capacity pumps to avoid extended cycle times.
- Temperature range and uniformity specifications should be verified against the curing requirements of your compound. Most general-purpose machines operate up to 200°C, while specialty machines for high-temperature silicone or fluoroelastomer compounds may require 250°C or higher.
- Control system capability determines how much process flexibility and data logging you can achieve. Programmable logic controllers (PLCs) with touchscreen interfaces allow multi-stage cure profiles, automated vacuum sequencing, and production record storage — all valuable for quality management and process repeatability.
Routine Maintenance Practices That Protect Machine Performance
A vacuum rubber vulcanizing machine represents a significant capital investment, and consistent maintenance is essential for protecting that investment while ensuring production reliability. The vacuum system requires the most attention — vacuum pump oil should be checked and changed according to the manufacturer's schedule, typically every three to six months under continuous production conditions. Vacuum line connections, gaskets, and mold seals should be inspected weekly for wear or leakage, as even small leaks significantly degrade evacuation performance.
Platen temperature sensors and pressure transducers should be calibrated quarterly using certified reference instruments to ensure that the machine's displayed values reflect actual process conditions. Hydraulic fluid levels and filter conditions should be monitored monthly. Mold surfaces should be cleaned after every production run to prevent rubber residue buildup, which can cause sticking, surface defects on subsequent parts, and accelerated mold wear. Keeping a detailed maintenance log — recording all inspections, fluid changes, calibrations, and fault events — provides the historical data needed to identify emerging problems before they cause unplanned downtime.
Maximizing Output Quality and Production Efficiency
Beyond machine selection and maintenance, achieving consistently high output quality from a vacuum rubber vulcanizing machine depends on process discipline. Standardizing compound preparation — including consistent preform weight, shape, and placement within the mold — eliminates one of the most common sources of part-to-part variation. Using release agents correctly and consistently prevents sticking without contaminating the rubber surface or affecting bonding in composite parts. Establishing documented cure recipes for each product and locking those recipes in the machine's control system prevents accidental parameter changes that lead to non-conforming production.
Statistical process control (SPC) methods applied to key output measurements — part weight, critical dimensions, and hardness — provide early warning when process drift is occurring, allowing corrective action before large quantities of scrap are produced. For high-volume operations, integrating the machine's data output with a manufacturing execution system (MES) enables real-time production monitoring and traceability, which is increasingly required by automotive and medical customers as part of their supplier quality requirements. Treating the vulcanizing machine as a precision instrument rather than a commodity press is the mindset that separates consistently high-performing rubber operations from those that struggle with chronic quality and yield problems.