What Is an LSR Injection Molding Machine?
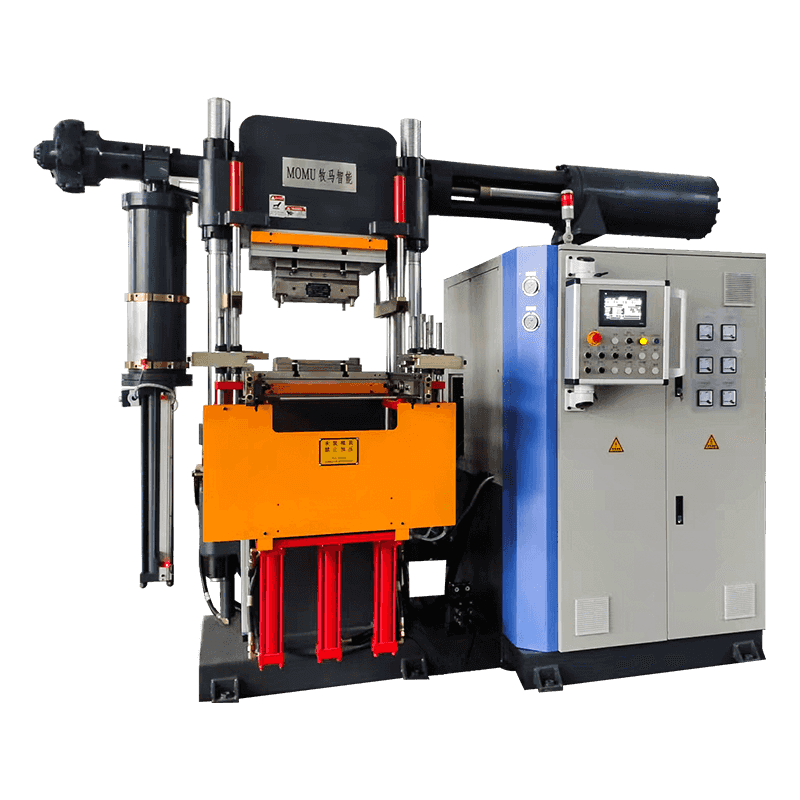
An LSR injection molding machine is a specialized production system designed to process liquid silicone rubber (LSR) into precision-molded parts through a closed, automated injection cycle. Unlike thermoplastic injection molding, which melts solid pellets and injects them into a cooled mold, LSR molding works in reverse: the two-component liquid silicone is kept cold during injection and then cured inside a heated mold through a platinum-catalyzed vulcanization reaction. This fundamental difference in material behavior drives nearly every design decision in LSR-specific machinery — from the temperature-controlled barrel and metering system to the clamping unit and mold construction.
LSR machines are used across a wide range of industries wherever silicone's combination of flexibility, thermal stability, biocompatibility, and chemical resistance is required. Medical devices, infant products, automotive seals, consumer electronics components, and industrial membranes are among the most common applications. Understanding the machine's working principles, key subsystems, and selection criteria is essential for engineers and procurement professionals evaluating LSR production capability.
How LSR Injection Molding Works: The Core Process
LSR is supplied as a two-part system: Component A contains the base polymer and platinum catalyst, while Component B contains the crosslinker and inhibitor. The two components are stored in separate drums and fed through a metering and mixing unit — typically a static mixer — that combines them in a precise 1:1 ratio by volume. Maintaining exact ratio accuracy is critical because any deviation alters the curing chemistry and produces parts with inconsistent hardness, incomplete cure, or surface tackiness.
After mixing, the combined LSR is injected into a heated mold — typically maintained between 160°C and 220°C — where the platinum catalyst drives rapid crosslinking. Cure times depend on part geometry, wall thickness, and mold temperature, but most production cycles range from a few seconds for thin-wall parts to several minutes for thicker components. Because the cured silicone shrinks slightly as it crosslinks, mold design must account for this dimensional change to hold tight tolerances in the finished part.
The injection unit itself must be cooled — typically water-cooled to around 10–15°C — to prevent premature curing in the barrel before the shot reaches the mold. This cold-runner system, often extended into the sprue and runner geometry inside the mold, minimizes material waste by keeping the LSR in its uncured liquid state up to the gate, then allowing the heat differential between the cold runner and the hot mold cavity to trigger curing precisely where needed.
Key Subsystems of an LSR Injection Molding Machine
Metering and Dosing Unit
The metering unit is the most critical subsystem unique to LSR processing. It draws the two LSR components from pressurized drums using pneumatically or servo-driven piston pumps, maintains a precise volumetric ratio throughout the shot, and delivers the mixed material to the injection unit without introducing air. High-end metering systems achieve ratio accuracy within ±0.5% across production runs and include continuous monitoring sensors that trigger alarms if the ratio deviates beyond a set tolerance. The static mixer — a passive helical element through which both components are fed — achieves homogeneous mixing without moving parts, reducing maintenance requirements compared to dynamic mixing alternatives.

Injection Unit
The injection unit for LSR differs from thermoplastic units in several important ways. The screw geometry uses a shallow flight depth and low compression ratio to avoid generating frictional heat that would prematurely cure the material in the barrel. The entire barrel is jacketed with a water-cooling circuit. Injection speed and pressure are servo-controlled to ensure consistent fill characteristics across every shot, and the injection unit typically operates at significantly lower pressures than thermoplastic systems — usually between 500 and 1,500 bar — because LSR's low viscosity requires less force to fill the mold cavity.
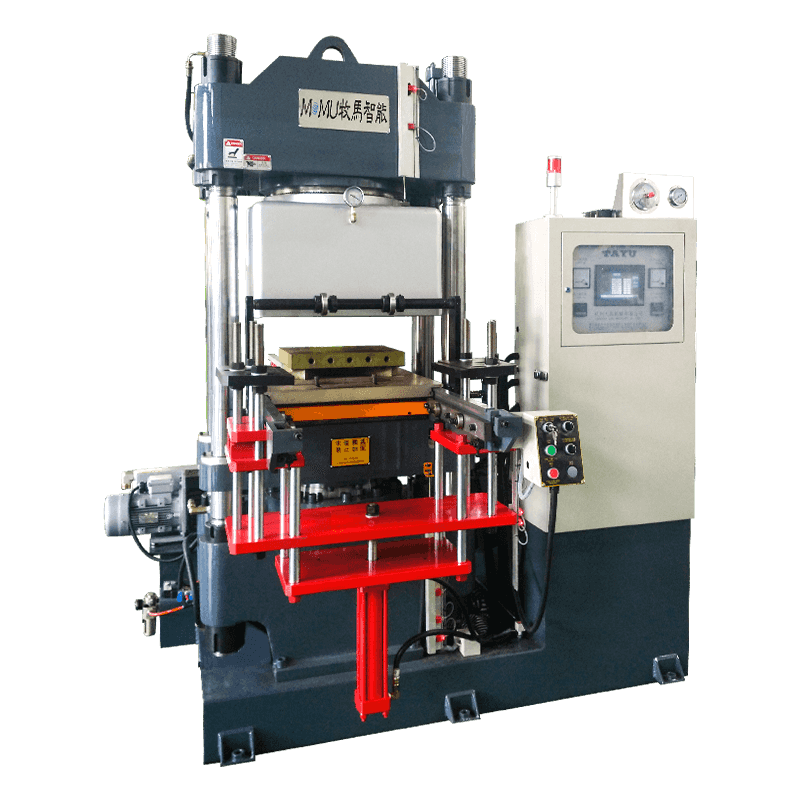
Clamping Unit
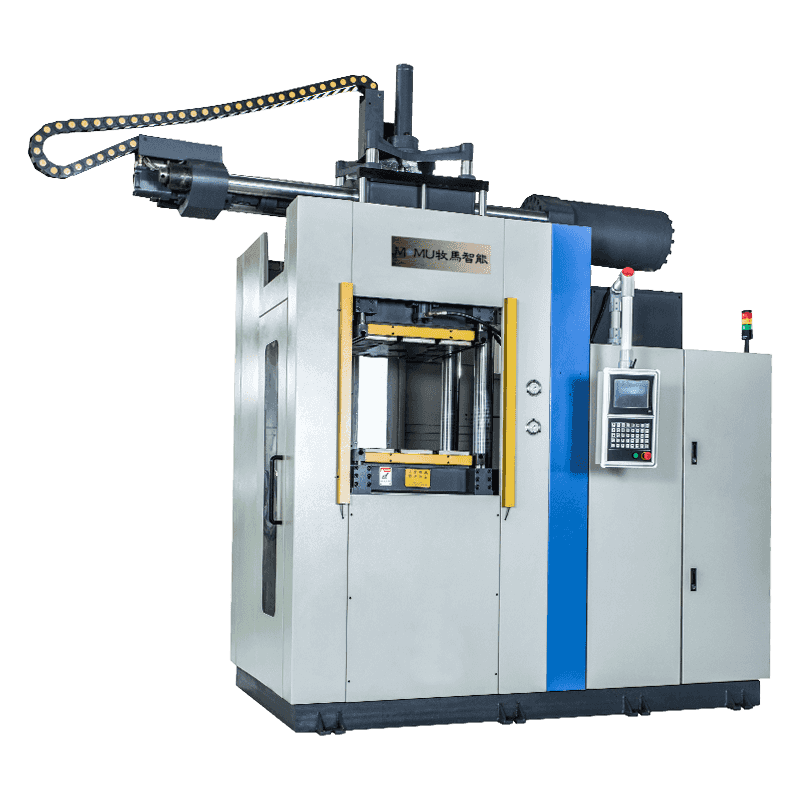
LSR molds require very high clamping force per unit of projected part area compared to thermoplastics, because the low viscosity of LSR means it will flash across even minimal parting line gaps if clamping force is insufficient. Toggle and hydraulic clamping systems are both used, with all-electric machines increasingly preferred in cleanroom environments for their cleanliness, repeatability, and energy efficiency. Clamping force requirements are calculated based on the cavity pressure multiplied by the projected area of the part plus runner system.
LSR Machine Comparison: Hydraulic vs. All-Electric
| Feature | Hydraulic LSR Machine | All-Electric LSR Machine |
| Repeatability | Good | Excellent |
| Cleanroom Suitability | Limited (oil contamination risk) | High (no hydraulic fluid) |
| Energy Consumption | Higher | 30–60% lower |
| Capital Cost | Lower | Higher |
| Noise Level | Higher | Lower |
| Maintenance | More frequent (hydraulic seals) | Less frequent |
| Best Application Fit | High-force industrial parts | Medical, food-grade, precision parts |
Industries and Applications That Drive LSR Machine Demand
The growth of LSR injection molding as a production method is tied directly to the expanding set of industries that depend on silicone's material properties in demanding end-use environments. Each industry has specific requirements that shape how LSR machines must be configured and validated.
- Medical devices: LSR's biocompatibility under ISO 10993 standards and ability to be sterilized by autoclaving, EtO, and gamma radiation make it the material of choice for catheters, respiratory masks, seals for implantable devices, and surgical instrument grips. Machines used for medical LSR production are typically all-electric, cleanroom-compatible, and equipped with full process documentation for regulatory compliance.
- Infant and baby products: Pacifiers, bottle nipples, and teething products require food-contact-safe silicone free from plasticizers and BPA. LSR grades certified to FDA 21 CFR and EU 10/2011 food contact regulations are standard, and production environments must meet strict hygiene controls.
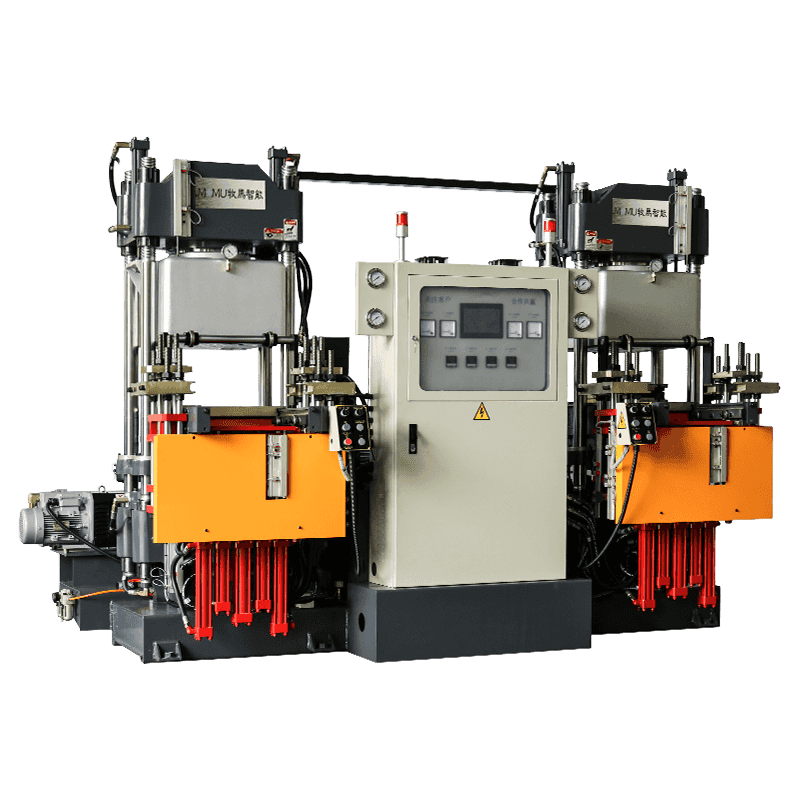
- Automotive: LSR is used for grommet seals, spark plug boots, sensor seals, and under-hood components that must withstand sustained temperatures from -50°C to 200°C. High-volume automotive production typically uses hydraulic machines with multi-cavity cold-runner molds for cost efficiency.
- Consumer electronics: Waterproof gaskets, button membranes, earbud tips, and wearable device seals represent a fast-growing segment. Thin-wall, high-precision parts with tight dimensional tolerances are common, favoring all-electric machines with high injection speed control.
- Industrial sealing: Pump diaphragms, valve seals, and chemical-resistant gaskets exploit silicone's resistance to ozone, UV radiation, and a broad spectrum of chemicals. These tend to be thicker-section parts produced on hydraulic machines at lower cavitation.
Critical Factors When Selecting an LSR Injection Molding Machine
Selecting an LSR machine requires evaluating technical specifications in the context of your specific parts, production volumes, and regulatory environment. Several factors consistently determine whether a machine investment delivers the expected return.
Shot size and clamping force must be matched to the projected part and runner area rather than estimated loosely. LSR's low viscosity means that even a modest clamping force shortfall results in flash — a thin film of cured silicone at the parting line that requires manual trimming and increases scrap rates. Calculate required clamping force at a minimum of 0.3 to 0.5 tons per square centimeter of projected cavity area, and size the machine with margin above that figure to accommodate future mold additions or design changes.
Temperature control precision across the mold is as important as the machine's clamping and injection performance. Uneven mold temperatures produce parts with inconsistent cure, dimensional variation, and surface defects. Evaluate whether the machine's mold temperature controller supports zone-based temperature mapping and whether the mold design provides adequate heating channel coverage. In precision medical applications, mold temperature variation of more than ±2°C across the cavity surface is typically unacceptable.
Process monitoring and data logging capabilities have become non-negotiable for regulated industries. Modern LSR machines integrate cavity pressure sensors, injection speed and pressure profiles, mold temperature logging, and metering ratio verification into a unified process monitoring system. This data is required for process validation under FDA 21 CFR Part 820 and ISO 13485 for medical devices, and increasingly demanded by automotive Tier 1 customers as part of PPAP documentation packages.
Common Process Defects and How to Prevent Them
Even well-specified machines produce defects when process parameters drift or mold conditions are not properly maintained. Recognizing the root causes of common LSR defects is essential for process engineers responsible for production quality.
- Flash: Caused by insufficient clamping force, worn parting line surfaces, or excessive injection pressure. Address by verifying clamping force calculations, inspecting mold condition, and reducing injection speed during the filling phase.
- Incomplete fill / short shot: Results from insufficient injection pressure, blocked gates, or LSR that has partially cured in the runner before reaching the cavity. Check gate diameter, verify barrel temperature is within the cold-runner target range, and inspect for cure inhibition from contamination.
- Surface tackiness: Indicates undercure, most often caused by incorrect A:B ratio, mold temperature too low, or insufficient cure time. Verify metering ratio with a controlled dispensing test, check mold temperature uniformity, and extend cure time if dimensional tolerances allow.
- Air entrapment / voids: Air introduced during mixing or injected with the material produces bubbles in the cured part. Ensure the metering system is properly purged before production, and check that injection speed is not so fast that air is drawn into the gate area ahead of the LSR flow front.
- Dimensional variation between shots: Usually linked to metering inconsistency, barrel temperature fluctuation, or variable cure time due to mold temperature drift. Review process monitoring logs to identify which variable is correlating with dimensional shift, and recalibrate the relevant subsystem.