Content
- 1 How a Rubber Injection Molding Machine Works
- 2 Core Components and Their Functions
- 3 Key Process Parameters Every Operator Must Control
- 4 Industries and Applications Where These Machines Are Used
- 5 Comparing Rubber Injection Molding to Transfer and Compression Molding
- 6 What to Evaluate When Selecting a Rubber Injection Molding Machine
How a Rubber Injection Molding Machine Works
A rubber injection molding machine processes raw rubber compounds into precisely shaped finished parts by forcing heated, plasticized rubber material under high pressure into a closed mold cavity, where it vulcanizes — chemically cross-links — into a stable, elastic solid. Unlike thermoplastic injection molding, which melts and re-melts the same material, rubber injection molding relies on an irreversible vulcanization reaction triggered by heat and time. Once the rubber has cured inside the mold, it cannot be remelted or reformed, which means every process parameter must be dialed in correctly before full production begins.
The process begins with the rubber compound being fed into the machine's plasticating unit — typically a screw-and-barrel assembly — where it is heated to a carefully controlled pre-heat temperature, typically between 70°C and 100°C, that makes it flowable without triggering premature vulcanization. The screw rotation homogenizes the compound and builds injection pressure. When the mold is closed and clamped, the injection unit drives the plasticized rubber through a sprue, runners, and gates into the mold cavities. The mold itself is heated to a higher temperature — commonly between 160°C and 200°C — where the vulcanization agent activates and the rubber cures within a defined cure time before the mold opens and the part is ejected.
Core Components and Their Functions
Understanding the functional role of each major component helps operators diagnose problems, optimize process settings, and make informed decisions when comparing machine specifications from different manufacturers.
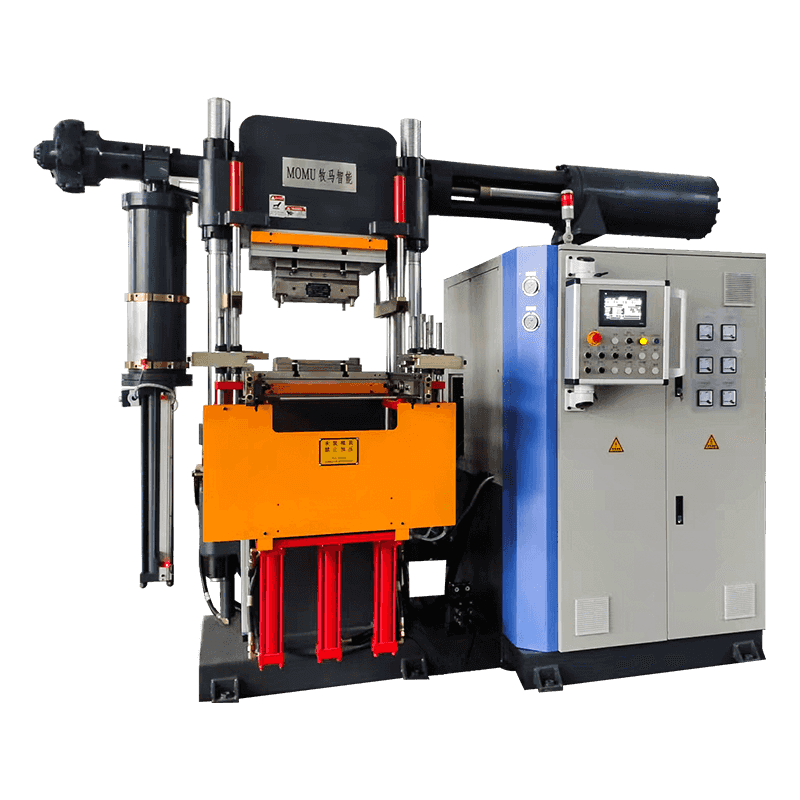
Injection Unit
The injection unit consists of a heated barrel, a reciprocating screw, and a nozzle. The screw serves a dual purpose: it rotates to plasticize and convey the rubber compound forward, then acts as a plunger to inject the accumulated shot of material into the mold. The screw geometry for rubber differs from that used in thermoplastic machines — rubber screws typically have a lower compression ratio and shallower flights to avoid generating excessive frictional heat that could cause scorch, which is premature vulcanization inside the barrel before the material reaches the mold.
Clamping Unit
The clamping unit holds the two halves of the mold together against the force generated by injection pressure. Clamping force is measured in kilonewtons (kN) or tons and must exceed the projected area of the mold cavities multiplied by the injection pressure. Insufficient clamping force causes flash — thin fins of excess rubber at the parting line — which adds cost through trimming and compromises part dimensional accuracy. Most rubber injection machines use hydraulic clamping systems, though toggle-assisted and direct hydraulic configurations each offer different speed and force characteristics suited to different production requirements.
Mold and Heating System
The mold is the tooling element that defines the geometry of the finished part. For rubber injection, molds are heated — most commonly with electric cartridge heaters or circulating hot oil — to maintain a stable vulcanization temperature across the entire cavity surface. Temperature uniformity within the mold is critical: hot spots cause over-curing and degraded material properties, while cold spots lead to under-cured parts that fail in service. High-quality molds include temperature sensors positioned near each cavity to allow real-time monitoring and correction during production.
Control System
Modern rubber injection molding machines are equipped with PLC-based or PC-based control systems that allow operators to program and store complete process recipes covering barrel temperature zones, injection speed profiles, injection pressure, hold pressure, cure time, mold temperature, and ejection sequence. The ability to save and recall recipes is especially important in multi-product facilities where machines are regularly switched between different rubber compounds and part geometries, each requiring a distinct set of parameters.
Key Process Parameters Every Operator Must Control
The quality of rubber injection molded parts is determined by how precisely the process parameters are set and maintained throughout a production run. The following parameters interact with each other, meaning a change in one often requires adjustment in others to maintain part quality.
| Parameter | Typical Range | Effect If Too Low | Effect If Too High |
| Barrel Temperature | 70°C – 100°C | Poor flow, incomplete fill | Scorch, premature cure |
| Mold Temperature | 160°C – 200°C | Under-cure, weak parts | Over-cure, surface degradation |
| Injection Pressure | 80 – 200 MPa | Short shots, voids | Flash, mold damage |
| Cure Time | 30 sec – 10 min | Tacky, under-cured parts | Brittle, over-cured parts |
| Injection Speed | Application-specific | Knit lines, incomplete fill | Jetting, air entrapment |
Cure time is the parameter with the most direct impact on cycle time and therefore production output. It must be determined by rheometer testing of the specific rubber compound being used, as different formulations — natural rubber, EPDM, silicone, NBR, neoprene — each have their own vulcanization kinetics. Attempting to shorten cure time beyond what the compound's chemistry allows results in under-cured parts that may pass initial inspection but fail prematurely in service.
Industries and Applications Where These Machines Are Used
Rubber injection molding machines serve a broad range of industries where tight dimensional tolerances, consistent material properties, and high production volumes are simultaneously required. The automotive sector accounts for a large share of global rubber injection molding capacity, producing seals, gaskets, grommets, vibration dampers, O-rings, and weather stripping — components that must perform reliably across extreme temperature ranges and long service lives. Automotive-grade rubber parts are typically molded from EPDM, NBR, or silicone compounds selected for their resistance to specific fluids, temperatures, and environmental conditions.
The medical device industry is another major user of rubber injection molding, particularly for silicone components. Liquid silicone rubber (LSR) injection molding is a specialized variant of the process that handles two-component platinum-cured silicone systems, producing parts such as surgical seals, catheter components, respiratory masks, and drug delivery device components. LSR molding requires dedicated machine configurations with cooled injection barrels — the opposite of conventional rubber molding — because the material cures rapidly at mold temperatures but must be kept cold in the barrel to prevent premature gelation.
- Automotive: Door and window seals, engine gaskets, vibration isolators, brake components, hose connectors, and under-hood grommets requiring heat and fluid resistance.
- Medical and pharmaceutical: Silicone stoppers for vials, syringe components, implantable seals, respiratory device membranes, and fluid management components requiring biocompatibility and sterilization resistance.
- Electronics: Keypad buttons, connector seals, vibration dampening pads, and enclosure gaskets that protect circuit boards from moisture and mechanical shock.
- Industrial machinery: Hydraulic seals, pneumatic O-rings, conveyor belt components, pump diaphragms, and coupling elements that operate under continuous mechanical stress.
- Consumer goods: Shoe soles, handle grips, kitchen appliance seals, baby product components, and sporting goods parts where tactile quality and durability both matter.
Comparing Rubber Injection Molding to Transfer and Compression Molding
Rubber injection molding is not the only process available for rubber part production. Transfer molding and compression molding are older, simpler alternatives that remain in widespread use. Understanding where each process excels helps manufacturers choose the right method for a given part geometry, volume requirement, and budget.
Compression molding places a pre-weighed slug of uncured rubber directly into an open mold cavity, then closes the mold under hydraulic pressure and heat. It is the simplest and lowest-cost tooling option but produces higher levels of flash, less dimensional consistency, and longer cycle times compared to injection. It remains practical for large, simple parts with low production volumes where tooling cost justification matters more than cycle time efficiency. Transfer molding uses a pot and plunger to push rubber from a reservoir through sprue holes into a closed mold, offering better dimensional control than compression but still producing a material waste culls from the transfer pot that must be discarded. Injection molding eliminates most of this waste by injecting only the precise shot volume needed, delivers the shortest and most consistent cycle times, and produces the highest dimensional accuracy — making it the preferred process wherever part volumes and quality requirements justify the higher machine investment.

What to Evaluate When Selecting a Rubber Injection Molding Machine
Selecting the right rubber injection molding machine for a specific application requires evaluating several interdependent specifications rather than focusing on any single number like clamping force or shot size in isolation.
- Clamping force: Calculate the required clamping force based on the projected cavity area and expected injection pressure. Always include a safety margin of at least 10–15% above the calculated minimum to account for process variability.
- Shot volume and screw diameter: The machine's shot capacity must comfortably accommodate the part weight plus runner system weight without exceeding 80% of the maximum shot volume, which ensures consistent material homogenization on each cycle.
- Scorch safety: Evaluate the machine's barrel design and temperature control precision. Machines intended for heat-sensitive or fast-curing compounds need tightly zoned barrel temperature control and short residence time screw designs to prevent scorch.
- Mold platen size and daylight: Confirm that the machine's platen dimensions and maximum mold opening distance (daylight) are compatible with the mold dimensions and the part height at ejection.
- Control system capability: For multi-product facilities, prioritize machines with recipe storage, process data logging, and remote monitoring capability to support quality traceability and reduce setup time between jobs.