Content
- 1 What Is a Liquid Silicone Mold Clamping Machine and Why Does It Matter?
- 2 Core Components and How the Clamping System Functions
- 3 Key Technical Specifications to Evaluate When Selecting a Machine
- 4 Hydraulic vs. Toggle vs. All-Electric Clamping: Choosing the Right Drive
- 5 Industries and Applications That Rely on LSR Clamping Machines
- 6 Process Parameters That Directly Affect Clamping Performance and Part Quality
- 7 Maintenance and Longevity: Protecting Your Machine Investment
What Is a Liquid Silicone Mold Clamping Machine and Why Does It Matter?
A liquid silicone mold clamping machine — commonly referred to as an LSR (Liquid Silicone Rubber) injection molding machine with integrated clamping system — is a specialized piece of manufacturing equipment designed to process two-component liquid silicone rubber into precision-molded parts. Unlike conventional thermoplastic injection molding machines, LSR machines must handle a material that is cold-fed into a heated mold cavity, where it undergoes a vulcanization (curing) reaction rather than a cooling-based solidification. The clamping unit plays a critical role in this process by maintaining precise, consistent mold closure force throughout injection, filling, and curing cycles — preventing flash, ensuring dimensional accuracy, and protecting the mold from damage caused by internal injection pressure.
The importance of the clamping system is amplified in liquid silicone processing because LSR has an extremely low viscosity compared to thermoplastics — often in the range of 100,000 to 300,000 mPa·s before curing. This low viscosity means the material flows easily into the smallest gaps between mold parting surfaces, making even minor clamping force deficiencies instantly visible as flash defects on the part surface. A properly specified and calibrated clamping machine eliminates this risk while enabling high-cavity tooling configurations that maximize production efficiency.
Core Components and How the Clamping System Functions
Understanding the architecture of a liquid silicone mold clamping machine helps manufacturers make informed purchasing and operational decisions. The machine is composed of two integrated subsystems: the injection unit, which meters, mixes, and injects the two-component LSR, and the clamping unit, which opens, closes, and locks the mold under controlled force. For liquid silicone applications, both subsystems must meet standards significantly more demanding than those for standard thermoplastic machines.
The Clamping Unit
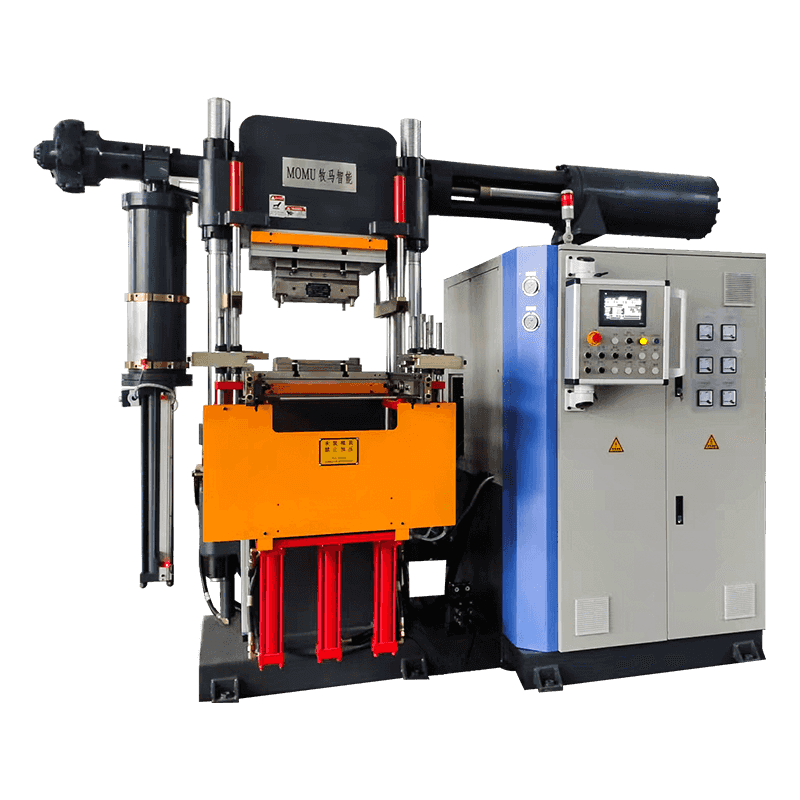
The clamping unit consists of a stationary platen, a moving platen, tie bars (or a tie-bar-less frame in some designs), and the clamping actuator — which may be hydraulic, toggle-mechanical, or servo-electric depending on the machine design. The moving platen travels along the tie bars or frame guides to open and close the mold. Once the mold is fully closed, the clamping actuator applies the rated clamping force — measured in kilonewtons (kN) or tons — to lock the mold halves together against the injection pressure acting to force them apart during material filling.
For LSR processing, the clamping unit must also accommodate a heated mold (typically maintained at 170–220°C) while the injection system remains cold (5–15°C). This thermal contrast means the machine frame and platen design must account for differential thermal expansion to maintain parallelism and consistent clamping force distribution across the mold face — critical for achieving uniform flash-free parts in multi-cavity tools.
The Injection and Metering Unit
The injection unit for LSR machines is fundamentally different from thermoplastic units. It consists of a two-component pumping and metering system — typically a 1:1 volumetric ratio of component A (the base polymer) and component B (the crosslinker/catalyst) — combined in a static or dynamic mixer before entering the cold barrel and injection screw. Pigment dosing systems can be integrated inline for colored LSR parts. The injection screw is cooled to prevent premature vulcanization in the barrel, and the nozzle incorporates a needle shutoff valve to prevent drooling between shots.
Key Technical Specifications to Evaluate When Selecting a Machine
Selecting a liquid silicone mold clamping machine requires careful evaluation of several interdependent technical parameters. Undersizing any single specification relative to your tooling and production requirements can result in persistent quality problems or machine damage. The following table summarizes the most critical specifications and their practical significance:
| Specification | Typical Range | Why It Matters |
| Clamping Force | 50 – 4,000 kN | Must exceed projected cavity pressure to prevent flash |
| Platen Size | 200×200 mm – 1000×1000 mm | Determines maximum mold base dimensions |
| Daylight Opening | 200 – 800 mm | Must accommodate mold height plus demolding stroke |
| Injection Volume | 2 – 3,000 cm³ | Must match total shot weight including runners |
| Metering Accuracy | ±0.5% or better | Ensures consistent A:B ratio and curing uniformity |
| Mold Temperature Control | Up to 250°C | Controls cure speed and part quality |
| Barrel/Nozzle Temperature | 5 – 20°C (cooled) | Prevents premature vulcanization in the feed system |
| Clamping Drive Type | Hydraulic / Toggle / Servo-electric | Affects precision, energy use, and maintenance demands |
Hydraulic vs. Toggle vs. All-Electric Clamping: Choosing the Right Drive
The choice of clamping drive type is one of the most consequential decisions when specifying a liquid silicone mold clamping machine. Each drive technology offers a distinct set of trade-offs in terms of force consistency, energy efficiency, precision, and maintenance requirements — all of which carry significant implications for LSR processing specifically.
Hydraulic Clamping
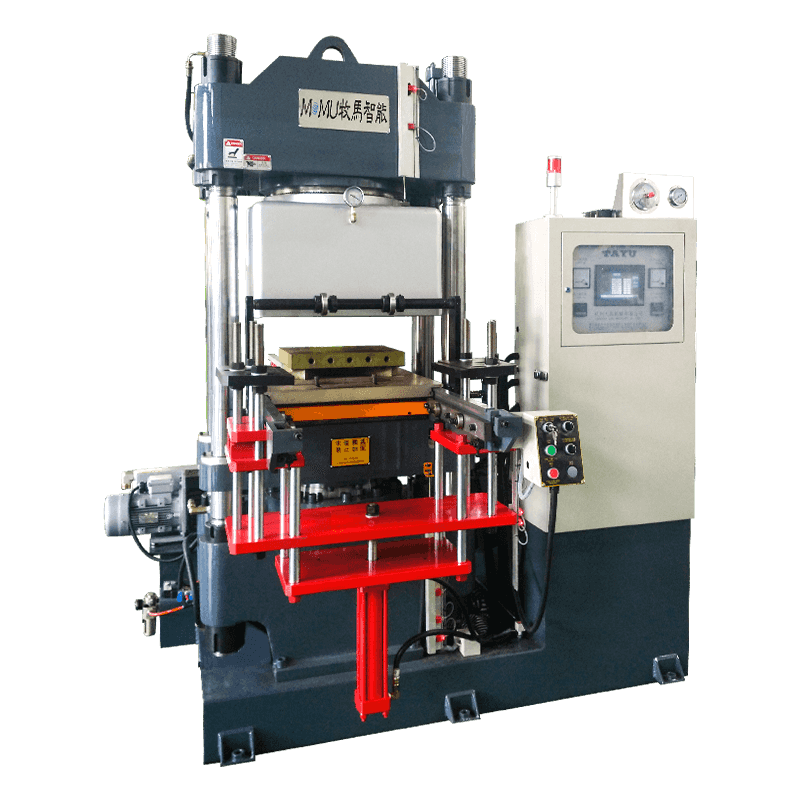
Hydraulic clamping systems use pressurized oil to actuate the clamping cylinder directly. They offer high clamping forces in compact machine frames, making them well suited for large-tonnage LSR machines producing big-footprint parts such as automotive seals, gaskets, or large medical device housings. Hydraulic systems provide smooth, continuous force application and are relatively tolerant of mold misalignment. However, they consume energy continuously to maintain hydraulic pressure, generate heat that must be managed, and require regular hydraulic fluid maintenance and seal inspections to prevent contamination — a concern in cleanroom LSR production for medical or food-contact applications.
Toggle Clamping
Toggle mechanisms use a mechanical linkage system driven by a hydraulic or servo actuator to multiply force geometrically as the toggles approach their fully extended (locked) position. This design provides very high clamping force at the end of stroke with comparatively low actuator effort, making it energy-efficient for high-cycle applications. Toggle machines are widely used in medium-to-large LSR production and offer fast dry cycle times. The primary limitation is that clamping force is sensitive to mold height — adjustments must be made precisely when molds are changed to ensure the toggle reaches full extension at the correct mold closure point, requiring careful setup procedures.
All-Electric (Servo-Electric) Clamping
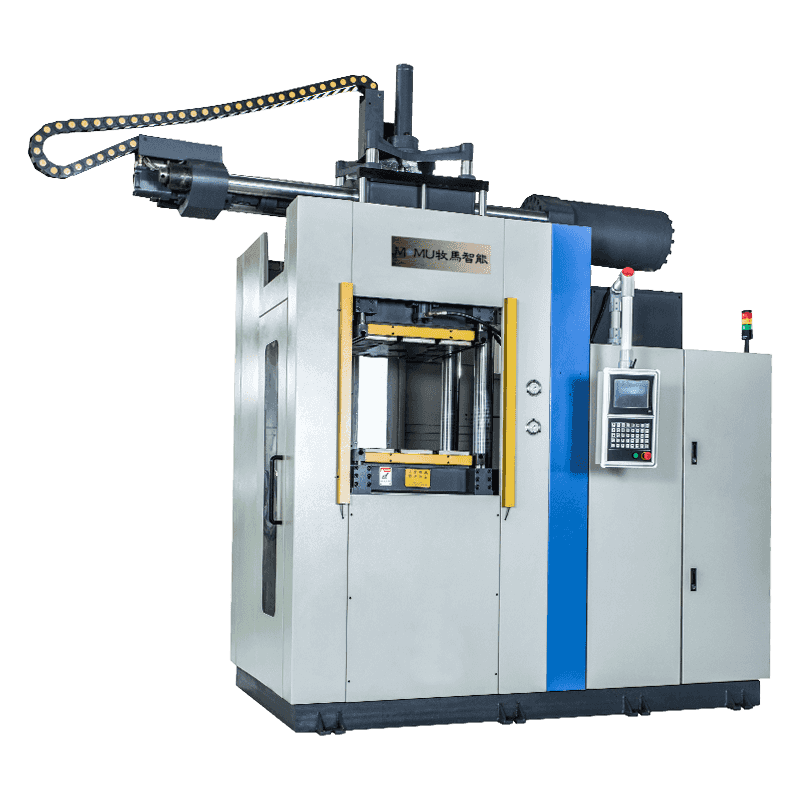
All-electric clamping machines use servo motors driving ball screw mechanisms to open, close, and apply clamping force. This technology delivers the highest levels of repeatability and positional precision — critical for tight-tolerance LSR parts used in medical devices, optical components, and micro-molding applications. All-electric machines consume energy only when in motion, generate no hydraulic heat, and produce no risk of oil contamination, making them the preferred choice for ISO Class cleanroom environments. Their higher initial purchase price is typically offset over time through lower operating costs, reduced maintenance, and superior process consistency.

Industries and Applications That Rely on LSR Clamping Machines
Liquid silicone mold clamping machines serve a remarkably diverse range of industries, driven by LSR's unique combination of biocompatibility, thermal stability, electrical insulation, and durability. Understanding which industries rely most heavily on this technology helps contextualize the machine performance requirements that matter most in each sector.
- Medical Devices and Healthcare: LSR is FDA-compliant, autoclavable, and biocompatible, making it indispensable for producing respiratory masks, catheter components, valve membranes, syringe seals, hearing aid ear tips, and surgical instrument grips. Machines used in this sector must meet cleanroom compatibility standards and provide full traceability of process parameters.
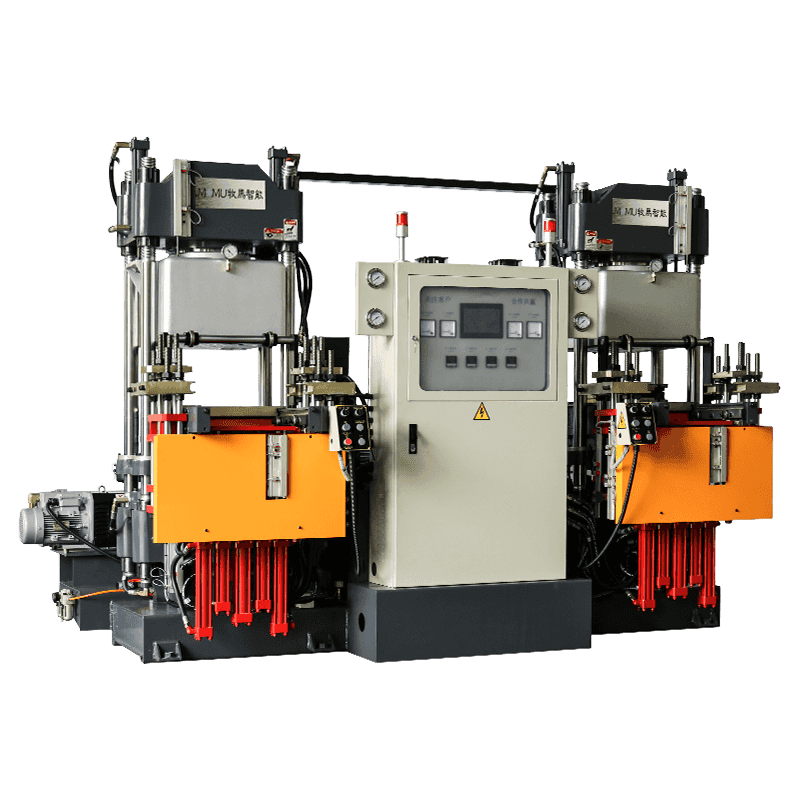
- Automotive: Sealing systems, spark plug boots, connector gaskets, and sensor housings made from LSR require high-volume production with tight dimensional tolerances. Multi-cavity hot runner tools running on large-tonnage clamping machines are standard in automotive tier-1 supplier facilities.
- Baby and Infant Products: Bottle nipples, pacifiers, teething rings, and feeding accessories are produced from food-grade LSR on machines validated to meet safety standards such as FDA 21 CFR and EU 10/2011 for food contact materials.
- Consumer Electronics: Waterproof seals for smartphones, smartwatches, and earbuds; keyboard switch membranes; and wearable device skin-contact components are increasingly manufactured from LSR due to its durability and tactile properties.
- Industrial Sealing and Fluid Control: O-rings, diaphragms, and custom gaskets for pumps, valves, and chemical processing equipment benefit from LSR's resistance to extreme temperatures (-60°C to +230°C), UV radiation, and aggressive chemicals.
Process Parameters That Directly Affect Clamping Performance and Part Quality
Even the most precisely specified liquid silicone mold clamping machine will produce defective parts if the process parameters are not correctly established and maintained. LSR molding is sensitive to a cluster of interrelated variables that operators and process engineers must monitor and optimize continuously.
- Clamping force vs. projected cavity area: Calculate the required clamping force by multiplying the total projected area of all cavities and runners (in cm²) by the average injection pressure (in kN/cm²). Apply a safety factor of 1.2–1.5 to account for pressure spikes during filling. Insufficient clamping force results in flash; excessive force can damage mold parting surfaces over time.
- Mold temperature uniformity: Uneven mold heating leads to variable cure rates across the cavity, producing parts with inconsistent hardness, surface finish, or dimensional accuracy. Validate temperature uniformity across the mold face using thermal imaging before committing to production.
- Injection speed and pressure: LSR's low viscosity means it fills cavities rapidly. Injection speed must be controlled to avoid air entrapment and jetting defects, particularly in thin-walled or complex geometry parts. Programmable multi-stage injection profiles allow speed to be reduced at critical filling transitions.
- Cure time optimization: Cure time is a function of mold temperature, part wall thickness, and the specific LSR grade's activation energy. Under-curing leaves parts tacky and mechanically weak; over-curing wastes cycle time and can cause thermal degradation in thin sections. Use cure time studies with durometer measurements to establish the minimum effective cure time for each tool and material combination.
- Vacuum venting: Many LSR molds are equipped with vacuum systems that evacuate air from the cavity immediately before injection. This is particularly important for small cavities, blind pockets, or parts with strict cosmetic requirements, as trapped air causes voids, short shots, and surface porosity that clamping force alone cannot prevent.
Maintenance and Longevity: Protecting Your Machine Investment
A liquid silicone mold clamping machine represents a substantial capital investment — entry-level machines begin around $80,000, while fully equipped all-electric systems with multi-component metering and cleanroom integration can exceed $500,000. Implementing a disciplined preventive maintenance program is essential to protect this investment, minimize unplanned downtime, and sustain production quality over the machine's operational life.
- Daily purging of the metering and mixing system: At the end of each production shift, purge the mixer, static mixing element, and nozzle to prevent LSR from curing inside the feed system. Cured silicone blockages in static mixers are a leading cause of unplanned downtime and can require costly disassembly and cleaning.
- Tie bar and platen parallelism checks: Measure platen parallelism at regular intervals using dial indicators. Loss of parallelism — caused by tie bar wear, uneven clamping loads, or thermal effects — leads to non-uniform flash patterns across multi-cavity tools and can be misdiagnosed as a tooling problem if machine geometry is not verified first.
- Barrel and nozzle cooling system inspection: Verify that chilled water flow through the barrel cooling jacket remains within specified parameters. Loss of cooling capacity allows LSR to begin vulcanizing in the feed zone, causing erratic shot weights and screw torque spikes that can damage drive components.
- Servo drive and encoder calibration: For all-electric machines, verify servo motor encoder feedback accuracy and ball screw preload at scheduled intervals. Encoder drift or ball screw wear introduces positional errors in clamping force application that may not be immediately visible in part quality but will accumulate into significant defects over time.
For manufacturers committed to precision, consistency, and scalability in liquid silicone rubber production, investing in the right liquid silicone mold clamping machine — properly specified, correctly installed, and rigorously maintained — is the single most impactful decision in establishing a competitive LSR molding operation capable of meeting the exacting standards of today's medical, automotive, and consumer product markets.