Content
- 1 What Is Liquid Silicone Rubber Injection Molding?
- 2 Core Components of an LSR Injection Molding Machine
- 3 How the LSR Injection Molding Process Works Step by Step
- 4 LSR Machine Specifications: What to Compare When Selecting Equipment
- 5 Industries and Applications That Rely on LSR Injection Molding
- 6 Common Defects in LSR Molding and How to Prevent Them
- 7 Evaluating LSR Machine Suppliers and Making the Right Investment
What Is Liquid Silicone Rubber Injection Molding?
Liquid silicone rubber (LSR) injection molding is a manufacturing process that uses a specialized injection molding machine to meter, mix, inject, and cure a two-component platinum-catalyzed silicone material into a heated mold cavity. Unlike thermoplastic injection molding — where material is melted and then cooled to solidify — LSR molding operates in reverse: the silicone is kept cold during metering and injection, then cured by heat inside the mold. This fundamental difference in processing behavior requires purpose-built equipment specifically engineered to handle the unique rheological and thermal properties of liquid silicone rubber.
The resulting parts exhibit outstanding properties including extreme temperature resistance (typically from -60°C to +200°C), excellent biocompatibility, UV and ozone stability, high elongation, and superb electrical insulation. These characteristics make LSR components the preferred choice in medical devices, baby care products, automotive seals, electronics, and consumer goods. As demand for precision silicone components grows across these sectors, understanding how LSR injection molding machines are built and how they function has become essential knowledge for product engineers and manufacturing decision-makers alike.
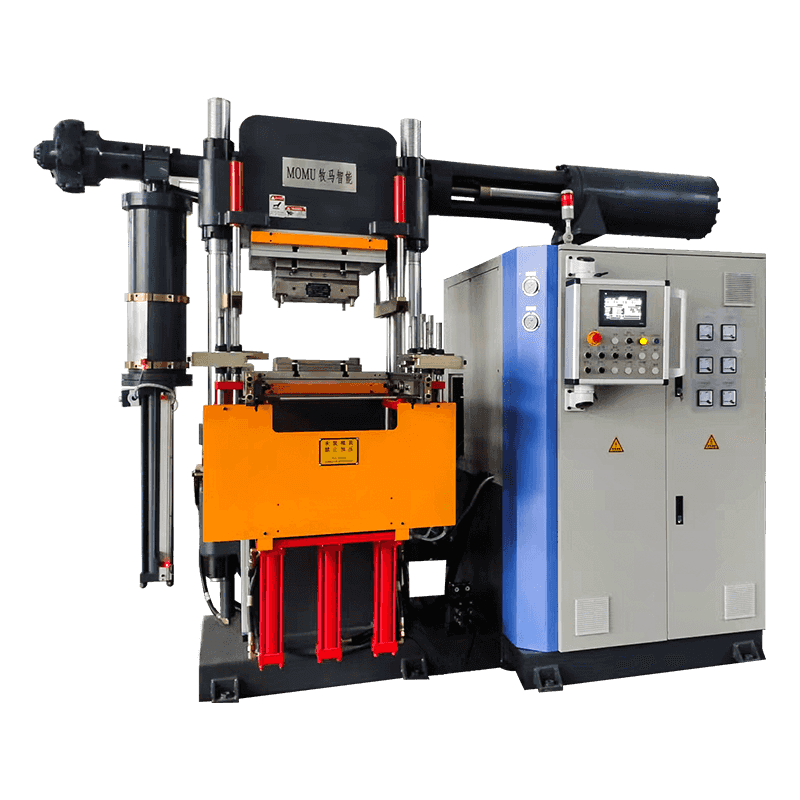
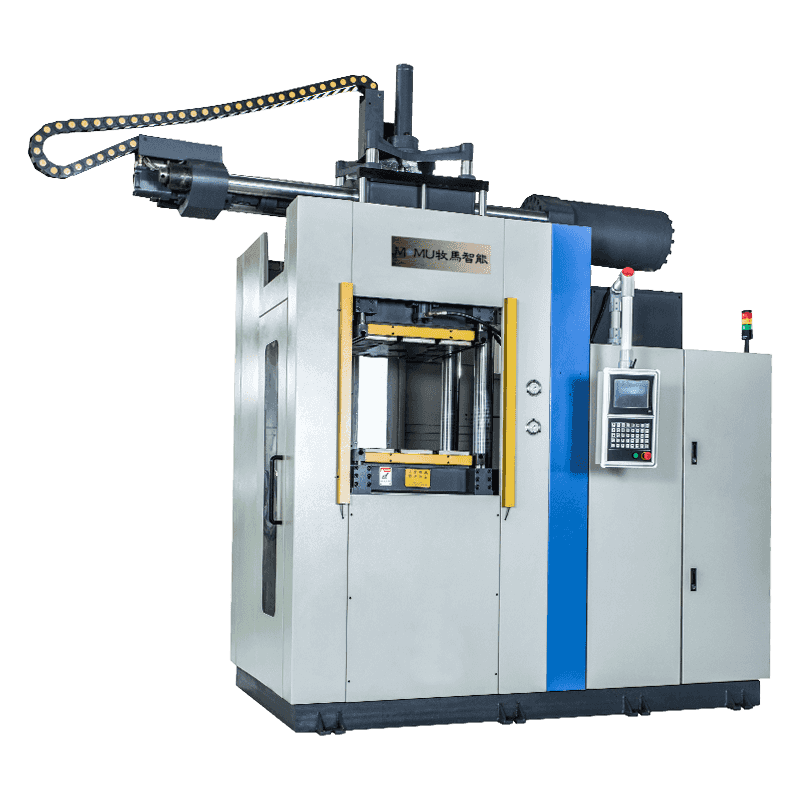
Core Components of an LSR Injection Molding Machine
An LSR injection molding system is more complex than a standard thermoplastic machine because it must manage two reactive components separately before combining and injecting them with precise control. The system consists of several integrated subsystems that work together to ensure consistent part quality.
Pumping and Metering Unit
LSR is supplied by the manufacturer as a two-part system: Component A (the base polymer) and Component B (the cross-linking catalyst), typically in 20-liter or 200-liter drums. The pumping unit draws both components simultaneously using synchronized piston or gear pumps, delivering them at a precise 1:1 ratio by volume. Accurate ratio control is critical — any deviation from the correct mix ratio results in incomplete curing, producing parts with poor mechanical properties or tacky surfaces. High-end systems achieve metering accuracy within ±0.5% to maintain batch-to-batch consistency.
Static and Dynamic Mixing System
After metering, Components A and B are fed into a mixing system where they are thoroughly combined before entering the injection unit. Static mixers — consisting of a series of helical elements inside a tube — are used for standard applications, while dynamic mixers with motorized rotating blades are used when pigment is being added or when more intensive homogenization is required. The mixing quality directly affects color uniformity, cure consistency, and the mechanical performance of the finished part.
Cold Runner Injection Unit
Unlike thermoplastic machines that require a heated barrel, the LSR injection barrel and feed system must be actively cooled — typically to between 5°C and 15°C — to prevent premature cross-linking before the material reaches the mold. The injection unit uses a reciprocating screw or plunger to build injection pressure, which in LSR applications typically ranges from 500 to 2,000 bar depending on part geometry and material viscosity. Cold runner nozzle systems in the mold itself distribute the cold LSR to each cavity gate without wasting material, since uncured LSR in a cold runner can be retracted and reused.
Heated Mold and Clamping Unit
The mold is maintained at an elevated temperature — typically between 160°C and 220°C — which triggers the platinum-catalyzed cure reaction once the cold LSR contacts the hot mold surface. The clamping unit holds the mold closed under sufficient force to resist the injection pressure and prevent flash. LSR molds require extremely tight parting line tolerances (often within 0.005 mm) because the low viscosity of LSR means it will flow into even microscopic gaps, creating flash that is difficult and costly to remove.
How the LSR Injection Molding Process Works Step by Step
Understanding the process sequence helps identify where process variables are controlled and where common defects originate. A standard LSR injection molding cycle proceeds as follows:
- Component metering: The pumping unit simultaneously draws equal volumes of Components A and B from their supply drums and delivers them to the mixing system under controlled pressure.
- Mixing: The two components are blended together with any added pigments or additives through static or dynamic mixers, forming a homogeneous, reactive mixture.
- Injection: The mixed LSR is injected into the closed, heated mold at a controlled speed and pressure. Fill speed affects the formation of air traps and the development of weld lines in multi-gate molds.
- Curing: Heat from the mold walls triggers the platinum-catalyzed addition cure reaction, cross-linking the silicone polymer chains throughout the part. Cure time depends on part wall thickness, mold temperature, and the specific LSR grade used — typically 15 to 60 seconds for thin-wall parts.
- Demolding: The mold opens and the cured part is ejected using pins, air blow-off, or robotic pick-and-place systems. LSR parts are flexible and resilient, allowing ejection from complex geometries with minimal deformation.
- Post-cure (optional): Some applications require a secondary oven cure (typically 200°C for 4 hours) to volatilize residual low-molecular-weight siloxanes, which is mandatory for food-contact and medical-grade parts.
LSR Machine Specifications: What to Compare When Selecting Equipment
Choosing the right LSR injection molding machine requires evaluating several technical parameters against your production requirements. The table below outlines the key specifications and their practical significance:
| Specification | Typical Range | What It Affects |
| Clamping Force | 25 to 400+ tons | Part size, cavity count, flash prevention |
| Injection Volume | 5 to 1,000+ cm³ | Part weight and cavity fill |
| Metering Accuracy | ±0.5% to ±1% | Cure consistency and part properties |
| Barrel Cooling Temp | 5°C to 15°C | Premature cure prevention |
| Mold Temperature | 160°C to 220°C | Cure speed and cycle time |
| Injection Pressure | 500 to 2,000 bar | Mold filling and part density |
Industries and Applications That Rely on LSR Injection Molding
The combination of biocompatibility, thermal stability, and design flexibility makes LSR one of the most specified materials across demanding industries. The applications below represent the most significant market segments for LSR injection molded parts.
Medical and Healthcare Devices
LSR is the dominant material for medical-grade seals, diaphragms, respiratory masks, catheter components, implantable devices, and drug delivery systems. Its compliance with ISO 10993 biocompatibility standards and its ability to withstand repeated steam autoclave sterilization (up to 134°C) without degradation make it uniquely suited for direct patient contact applications. Medical LSR grades are formulated with ultra-low extractables to meet FDA and USP Class VI requirements.
Baby and Infant Products
Pacifiers, bottle nipples, teething rings, and feeding spoons are commonly produced from food-grade LSR. Parents and regulators increasingly demand materials that are free from BPA, phthalates, and latex allergens — all of which LSR satisfies by default. The softness, transparency, and odor-free nature of cured LSR also contribute to its preference over TPE alternatives in this segment.
Automotive Sealing and Gasketing
Under-hood automotive applications expose seals and gaskets to extreme temperatures, engine fluids, and mechanical vibration. LSR gaskets for turbocharger systems, coolant connectors, sensor housings, and ignition cable boots perform reliably across temperature ranges where rubber and thermoplastic elastomers would degrade. The precision dimensional control achievable in LSR injection molding ensures consistent sealing performance across high-volume production runs.

Electronics and Electrical Components
LSR's electrical insulation properties, combined with its resistance to tracking and arc formation at high voltages, make it the material of choice for high-voltage cable accessories, connector seals, keyboard membranes, and LED lighting lens assemblies. The optical clarity achievable in certain LSR grades also supports its use in light-diffusing optics and wearable device lenses.
Common Defects in LSR Molding and How to Prevent Them
Despite the precision of modern LSR injection molding machines, processing challenges can lead to defects if parameters are not carefully controlled. Understanding the root causes of common defects enables faster troubleshooting and reduces scrap rates.
- Flash: Caused by insufficient clamping force, worn mold parting surfaces, or excessive injection pressure. Corrective actions include increasing clamp tonnage, refurbishing mold contact surfaces, and reducing injection speed in the final fill phase.
- Short shots (incomplete fill): Result from insufficient injection volume, blocked gates, or trapped air that cannot escape through mold vents. Ensure venting channels are properly sized and that injection volume is calibrated to account for LSR's slight compressibility.
- Tackiness or incomplete cure: Occurs when the A:B mix ratio deviates from 1:1, mold temperature is too low, or cure time is insufficient. Verify metering pump calibration regularly and confirm mold surface temperatures with contact thermometers across all zones.
- Air inclusions and porosity: Entrained air from the mixing process or from high-speed injection can create bubbles inside the part. Reducing injection speed, optimizing gate locations, and using vacuum-assisted mold filling are effective countermeasures.
- Cure inhibition: LSR platinum catalysts can be poisoned by contact with sulfur, tin, nitrogen-containing compounds, or certain mold release agents. Strict material handling protocols and approved mold release products must be used to prevent catalyst deactivation.
Evaluating LSR Machine Suppliers and Making the Right Investment
Investing in an LSR injection molding machine is a significant capital commitment, and the choice of supplier has long-term implications for productivity, part quality, and operational support. When evaluating machine suppliers, consider the following factors alongside the technical specifications.
First, assess the integration between the dosing and metering unit and the injection molding machine base. Some suppliers offer fully integrated turnkey LSR systems where both units are designed, calibrated, and controlled from a single interface — this simplifies operation and reduces the risk of compatibility issues between components sourced from different manufacturers. Second, evaluate the control system's data logging and process monitoring capabilities. In regulated industries such as medical device manufacturing, complete process traceability — recording injection pressure, cure temperature, cycle time, and metering ratio for every shot — is required for FDA and ISO 13485 compliance. Machines with open-protocol data interfaces that connect to MES (Manufacturing Execution Systems) provide the infrastructure for compliant production documentation. Finally, verify the supplier's regional service network, spare parts availability, and application engineering support. LSR molding involves frequent fine-tuning during mold qualification and material changeovers, and having access to experienced process engineers during these phases can significantly reduce the time and cost of bringing a new part into production.