Content
- 1 What Is a Vacuum Rubber Vulcanizing Machine
- 2 How the Vacuum Vulcanization Process Works
- 3 Core Advantages of Vacuum Vulcanization Over Standard Hot Press Methods
- 4 Industries and Applications That Rely on Vacuum Rubber Vulcanizing Machines
- 5 Key Technical Specifications to Evaluate When Selecting a Machine
- 6 Common Rubber Compounds Processed and Their Specific Requirements
- 7 Maintenance Practices That Protect Machine Performance and Longevity
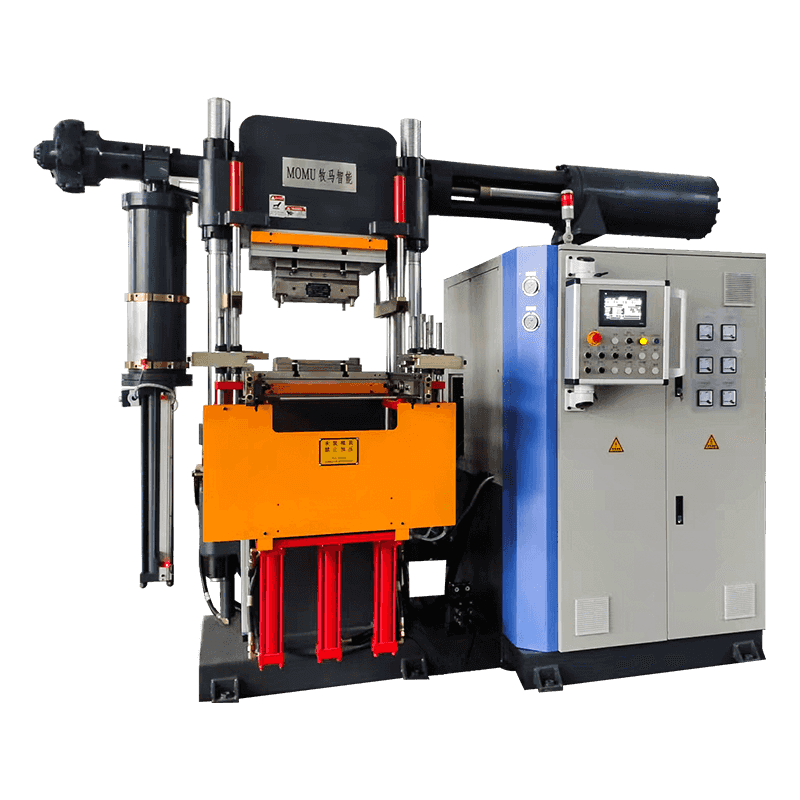
What Is a Vacuum Rubber Vulcanizing Machine
A vacuum rubber vulcanizing machine is an industrial press system that combines heat, pressure, and a controlled vacuum environment to cure rubber compounds into their final, durable form. Vulcanization is the chemical process by which raw or compounded rubber is cross-linked through heat and a curing agent — typically sulfur or a peroxide — transforming a soft, pliable material into a strong, elastic, and thermally stable product. The addition of vacuum to this process is what distinguishes this machine from standard rubber presses: by evacuating air and volatile gases from the mold cavity before and during curing, the machine eliminates porosity, air traps, and void defects that would otherwise compromise the structural integrity and surface quality of the finished rubber part.
This technology is widely adopted across industries where rubber components must meet exacting standards for density uniformity, surface finish, dimensional accuracy, and mechanical performance. From automotive seals and aerospace gaskets to medical-grade silicone parts and precision industrial diaphragms, vacuum vulcanizing machines produce rubber goods that standard hot-press methods simply cannot match in consistency or defect-free quality.
How the Vacuum Vulcanization Process Works
The operating cycle of a vacuum rubber vulcanizing machine follows a carefully sequenced set of stages, each of which plays a critical role in achieving a defect-free cure. Understanding this sequence helps operators and engineers optimize process parameters for specific rubber compounds and mold geometries.
Mold Loading and Initial Closing
The process begins with placing the uncured rubber compound — either as a preform, sheet, or injection-delivered shot — into the mold cavity. The mold is then closed to a preliminary pressure that holds the rubber in position without yet applying full curing force. At this stage, the mold is not fully sealed, and the vacuum system has not yet been activated.
Vacuum Evacuation
Once the mold reaches its preliminary closed position, the vacuum pump activates and draws air out of the mold cavity through dedicated evacuation channels machined into the mold or platen. The target vacuum level typically ranges from -0.08 MPa to -0.098 MPa (approximately 95–99% vacuum), and the evacuation phase lasts between 15 and 90 seconds depending on the mold volume and compound type. This step removes dissolved air within the rubber compound, purges moisture, and eliminates volatile byproducts that would otherwise form bubbles or voids during curing.
Full Pressure Application and Curing
With the vacuum maintained, the press applies full clamping pressure — commonly between 10 and 25 MPa depending on the product specification — while the heated platens bring the mold to the target cure temperature, typically between 150°C and 200°C for most sulfur-cured compounds. The combination of heat and pressure initiates and drives the cross-linking reactions within the rubber matrix. Cure time varies from a few minutes for thin sections to over an hour for thick or complex parts. Throughout this phase, the vacuum continues to suppress any residual gas migration.

Pressure Release and Demolding
Once the cure cycle is complete, the press releases clamping pressure, the vacuum is vented, and the mold is opened. The cured rubber part is removed — typically assisted by ejector pins or compressed air — and undergoes post-cure inspection. Flash trimming, if required, is performed before the part proceeds to quality control and packaging.
Core Advantages of Vacuum Vulcanization Over Standard Hot Press Methods
The vacuum environment fundamentally changes the quality outcome of rubber curing. Manufacturers who switch from conventional hot-press vulcanization to vacuum-assisted systems consistently report measurable improvements across multiple quality and productivity metrics:
- Elimination of porosity and air inclusions: Air trapped inside rubber compounds during mixing and forming creates voids that reduce tensile strength, tear resistance, and pressure-holding capacity. Vacuum evacuation removes these air pockets before they become locked into the cured structure, producing parts with measurably higher density and mechanical uniformity.
- Superior surface finish: Without trapped air at the mold surface interface, the rubber flows cleanly into every detail of the cavity, producing sharper edges, cleaner lettering or texture reproduction, and a smooth, defect-free skin finish that reduces secondary finishing requirements.
- Improved dimensional consistency: Vacuum-assisted curing ensures the rubber fills the mold cavity uniformly under controlled conditions, reducing thickness variation and part-to-part dimensional scatter — a critical requirement for sealing applications where tolerances are tight.
- Better performance with moisture-sensitive compounds: Silicone rubber, EPDM, and certain specialty compounds are sensitive to moisture contamination during curing. The vacuum environment removes moisture before it can cause surface blistering, discoloration, or incomplete cure in affected zones.
- Reduced scrap and rework rates: By eliminating the primary causes of internal and surface defects, vacuum vulcanization significantly reduces the proportion of parts that fail inspection, lowering material waste and rework labor costs.
- Compatibility with complex geometries: Deep cavities, thin walls, undercuts, and intricate internal channels are all more reliably filled when the mold is under vacuum, as there is no competing air pressure resisting rubber flow into restricted areas.
Industries and Applications That Rely on Vacuum Rubber Vulcanizing Machines
The demand for vacuum vulcanizing machines spans a broad range of industries, each with specific performance requirements that make the vacuum process either strongly preferred or technically mandatory:
| Industry | Typical Products | Key Requirement |
| Automotive | Door seals, gaskets, O-rings, bushings | Dimensional precision, zero porosity |
| Aerospace | Fuel system seals, vibration dampers | Defect-free structure, high reliability |
| Medical Devices | Silicone implants, diaphragms, tubing | Purity, surface quality, biocompatibility |
| Electronics | Keypads, connectors, encapsulation | Fine detail reproduction, consistency |
| Industrial Equipment | Pump diaphragms, rollers, conveyor parts | Mechanical durability, uniform density |
| Footwear | Rubber outsoles, heel components | Surface finish, abrasion resistance |
| Energy / Oil & Gas | High-pressure seals, packers, sleeves | Pressure integrity, chemical resistance |
In sectors like aerospace and medical devices, vacuum vulcanization is not merely a quality preference — it is a certification requirement. Regulatory standards governing rubber components in these fields mandate defect-free internal structures that can only be reliably achieved through vacuum-assisted curing.
Key Technical Specifications to Evaluate When Selecting a Machine
Choosing the right vacuum rubber vulcanizing machine requires careful evaluation of both mechanical and process-control specifications. The following parameters have the most direct impact on production capability and product quality:
Platen Size and Configuration
Platen dimensions determine the maximum mold footprint the machine can accommodate. Common platen sizes range from 300 × 300 mm for laboratory or small-part production up to 1,200 × 1,200 mm for large industrial components. Multi-daylight configurations — machines with three or more platen levels — allow multiple molds to be cured simultaneously, significantly increasing output per machine cycle without requiring additional floor space.
Clamping Force
Clamping force, expressed in kilonewtons (kN) or tons, must be sufficient to maintain full mold closure against the internal pressure generated by the expanding rubber during curing. Inadequate clamping force results in flash, dimensional overgrowth, and mold separation defects. Typical clamping forces range from 100 kN for small presses to over 10,000 kN for large-format industrial systems.
Vacuum System Performance
The vacuum pump capacity and achievable vacuum level are critical parameters. A high-capacity pump reaches the target vacuum level faster, reducing cycle time. The vacuum level should be verifiable through calibrated gauges with data logging capability, particularly for manufacturers producing to aerospace or medical quality standards that require documented process records for every production lot.
Temperature Uniformity Across the Platen
Temperature variation across the platen surface directly causes uneven cure rates within the mold. Industry best practice calls for temperature uniformity within ±2°C across the entire platen area. Machines equipped with independently zoned heating elements and closed-loop PID temperature controllers maintain tighter uniformity than single-zone systems, and this specification should be verified with actual measurement data provided by the manufacturer.
Control System and Data Logging
Modern vacuum vulcanizing machines are equipped with programmable logic controllers (PLCs) and touchscreen human-machine interfaces (HMIs) that allow operators to store multiple cure recipes, set multi-stage pressure and temperature profiles, and monitor process parameters in real time. Data logging capability — recording temperature, pressure, vacuum level, and cycle time for every production run — is increasingly required by quality management systems operating under ISO or IATF standards.
Common Rubber Compounds Processed and Their Specific Requirements
Different rubber compounds behave differently under vacuum vulcanization conditions, and the machine's process parameters must be adjusted accordingly. The most frequently processed materials include:
- Natural Rubber (NR): Requires moderate cure temperatures (150–160°C) and benefits significantly from vacuum due to its tendency to absorb atmospheric moisture during compound storage. Vacuum evacuation prevents surface blistering caused by steam release during curing.
- Silicone Rubber (VMQ/LSR): Silicone is highly sensitive to contamination and moisture. Vacuum curing is essentially standard practice for medical and food-grade silicone parts, where any porosity or surface defect is unacceptable. Cure temperatures typically range from 160°C to 200°C.
- EPDM: Widely used in automotive weatherseals and roofing membranes, EPDM compounds release volatile byproducts during cure that create internal voids without vacuum assistance. Vacuum evacuation is standard for high-performance EPDM sealing components.
- Nitrile Rubber (NBR): Used extensively in oil-resistant seals and O-rings, NBR benefits from vacuum processing when producing parts for hydraulic and pneumatic systems where internal void-free structure is critical for pressure integrity.
- Fluorocarbon Rubber (FKM/Viton): High-performance sealing compound for extreme chemical and temperature environments. FKM is expensive, making defect rates in non-vacuum processing a significant cost concern. Vacuum vulcanization reduces scrap rates substantially for this material.
Maintenance Practices That Protect Machine Performance and Longevity
A vacuum rubber vulcanizing machine represents a substantial capital investment, and consistent preventive maintenance is essential to protect that investment and maintain production quality over the machine's operational life. The following maintenance practices are considered industry standard:
- Vacuum pump servicing: The vacuum pump is the most maintenance-intensive component. Oil-sealed rotary vane pumps require oil changes at intervals specified by the manufacturer — typically every 500 to 1,000 operating hours — and the oil condition should be visually inspected daily. Contaminated pump oil reduces achievable vacuum level and increases pump wear.
- Platen temperature calibration: Platen surface temperature should be verified against calibrated reference thermocouples at least quarterly. Temperature drift caused by aging heating elements or thermocouple degradation directly affects cure quality and can go undetected without systematic calibration checks.
- Hydraulic system inspection: Check hydraulic fluid level and condition monthly. Inspect hoses, fittings, and cylinder seals for leaks at each shift start. Hydraulic pressure should be verified against the machine's rated specifications quarterly using an independent gauge.
- Vacuum line and seal integrity: Inspect all vacuum lines, fittings, and mold seal grooves for cracks, rubber debris buildup, or seal degradation. Even small vacuum leaks significantly reduce achievable vacuum levels and compromise process consistency.
- Platen and guide column lubrication: Apply manufacturer-specified lubricants to guide columns, tie bars, and platen sliding surfaces at recommended intervals to prevent galling, uneven platen movement, and premature wear on precision-machined components.
Establishing a documented preventive maintenance schedule — with signed completion records for each task — is strongly recommended for manufacturers operating under ISO 9001, IATF 16949, or equivalent quality management frameworks. Proper maintenance not only extends machine service life but also ensures that the process parameters recorded during validation remain representative of actual machine performance throughout the production lifecycle.