Content
- 1 What Makes LSR Injection Molding Different from Standard Injection Molding
- 2 Key Components of an LSR Injection Molding Machine
- 3 The LSR Injection Molding Process Step by Step
- 4 LSR Injection Molding Machine Specifications Compared
- 5 Industries and Applications That Rely on LSR Injection Molding Machines
- 6 Factors to Consider When Selecting an LSR Injection Molding Machine
- 7 Advantages of LSR Injection Molding Machines Over Alternative Silicone Processing Methods
- 8 Maintenance and Operational Considerations for LSR Machines
Liquid Silicone Rubber (LSR) injection molding is one of the most precise and versatile manufacturing processes available for producing flexible, heat-resistant, and biocompatible silicone components. At the center of this process is the LSR injection molding machine — a highly specialized piece of equipment that differs fundamentally from standard thermoplastic injection molding machinery. Whether you are evaluating LSR processing for medical devices, automotive seals, infant products, or consumer electronics, understanding how these machines work and what makes them unique is essential for making informed production decisions.
What Makes LSR Injection Molding Different from Standard Injection Molding
Standard thermoplastic injection molding melts solid plastic pellets, injects the molten material into a cooled mold, and ejects the solidified part. LSR injection molding works in the exact opposite thermal direction. Liquid silicone rubber is a cold-processable, two-component thermoset material that is stored at room temperature and pumped into a heated mold where it crosslinks — or vulcanizes — into its final solid form.
This reversal of the thermal process has profound implications for machine design. The material delivery system must be kept cold to prevent premature curing, while the mold must be heated — typically between 150°C and 220°C — to trigger and complete the vulcanization reaction within a controlled cycle time. Every component of an LSR injection molding machine is engineered around this cold-feed, hot-cure process logic.
Additionally, LSR is a two-part system: Component A contains the base silicone polymer and a platinum catalyst, while Component B contains the crosslinker and pigments or other additives. These two components must be metered at a precise 1:1 ratio by volume, thoroughly mixed without introducing air bubbles, and injected into the mold before any significant curing begins.

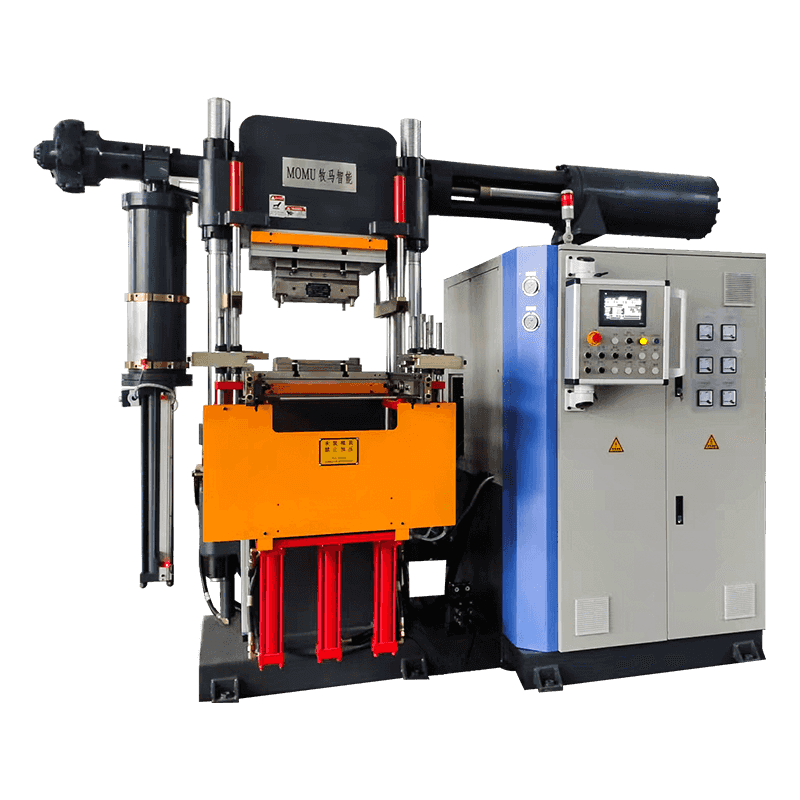
Key Components of an LSR Injection Molding Machine
An LSR injection molding system consists of several integrated subsystems, each performing a critical function in delivering consistent, defect-free silicone parts.
Drum Pumping and Metering Unit
The drum pump unit draws the two LSR components from their original supply drums using follower plates that press down on the material surface to prevent air ingestion. Each component is fed through a separate, precisely calibrated metering pump — typically a gear pump or piston pump — that controls the volumetric flow rate with high accuracy. The ratio between Component A and Component B is maintained at exactly 1:1 throughout the entire shot. Any deviation from this ratio results in incomplete curing, sticky parts, or reduced physical properties in the finished component.
Static and Dynamic Mixing System
After metering, the two components pass through a mixing system before entering the injection barrel. Static mixers — helical elements inside a tube — create a turbulent folding action that blends the components thoroughly without moving parts. For color-critical or additive-rich formulations, dynamic mixers with rotating elements may be used for more intensive blending. The mixing system must produce a completely homogeneous mixture without entrapping air, as any air inclusions will appear as voids or surface defects in the molded part.
Cold Runner Injection Barrel and Screw
Unlike thermoplastic machines where the barrel is heated, the LSR injection barrel is cooled — often with water or refrigerant — to maintain the material below its activation temperature during metering and injection. The screw in an LSR machine is specifically designed for handling a liquid, low-viscosity material. It typically features a low compression ratio and a shut-off valve at the nozzle tip to prevent drooling of the low-viscosity silicone between shots. Temperature control of the barrel is critical; even a slight rise in barrel temperature can begin premature crosslinking that clogs the system and causes costly downtime.
Heated Mold and Clamping Unit
The mold in an LSR machine is electrically heated to the vulcanization temperature and maintained with tight thermal uniformity across all cavities. The clamping unit — which holds the mold closed against injection pressure — must provide sufficient force to prevent flash, as LSR has very low viscosity and will penetrate even minute gaps in the parting line. Clamping forces for LSR molds are calculated based on the projected part area and injection pressure, and are typically in the range of 50 to 500 tonnes depending on the number of cavities and part geometry.
The LSR Injection Molding Process Step by Step
Understanding the sequence of operations in an LSR injection molding cycle clarifies why each component of the machine is designed the way it is.
- Material metering: The drum pumps draw Components A and B from their supply drums and the metering unit delivers them at a precise 1:1 volumetric ratio to the mixing system.
- Mixing: The two components are blended thoroughly in the static or dynamic mixer, producing a homogeneous, bubble-free mixture ready for injection.
- Dosing: The mixed LSR is metered into the cooled injection barrel, accumulating the precise shot volume required to fill all cavities plus the runner system.
- Mold closing: The clamping unit closes and locks the mold at full clamping force before injection begins.
- Injection: The screw advances, pushing the LSR through the cold runner system and into the heated mold cavities at controlled speed and pressure.
- Vulcanization: The heated mold triggers the platinum-catalyzed crosslinking reaction. The part cures within the mold for a programmed dwell time — typically 15 to 90 seconds depending on wall thickness, material grade, and mold temperature.
- Mold opening and demolding: Once curing is complete, the mold opens and the parts are ejected — either manually, by ejector pins, or by a robotic demolding system. Because LSR parts are flexible, they can often be demolded from complex geometries that would be impossible with rigid thermoplastics.
LSR Injection Molding Machine Specifications Compared
| Specification | Typical Range | Importance |
| Clamping Force | 50–500 tonnes | Prevents flash on low-viscosity LSR |
| Barrel Temperature | 5°C – 25°C (cooled) | Prevents premature curing in barrel |
| Mold Temperature | 150°C – 220°C | Controls cure speed and part properties |
| Metering Ratio Accuracy | ±0.5% or better | Ensures complete and consistent curing |
| Shot Volume | 0.1 cm³ – 3,000 cm³ | Determines part size and cavity count |
| Cure Cycle Time | 15 – 90 seconds | Affects throughput and production cost |
| Number of Cavities | 1 – 128+ | Scales output for high-volume production |
Industries and Applications That Rely on LSR Injection Molding Machines
LSR's unique combination of properties — biocompatibility, thermal stability from -60°C to over 200°C, electrical insulation, chemical resistance, and optical clarity in certain grades — makes it the material of choice across a wide range of demanding industries.
Medical and Healthcare Devices
LSR is extensively used in medical applications because it can be sterilized by autoclave, gamma radiation, or ethylene oxide without degrading. LSR injection molding machines produce components such as respiratory masks, syringe stoppers, catheter tips, implantable seals, peristaltic pump tubing, and infant feeding products. Medical-grade LSR formulations meet ISO 10993 biocompatibility standards, and the closed, contamination-free nature of the injection molding process makes it suitable for cleanroom manufacturing.
Automotive Components
In the automotive sector, LSR is used for spark plug boots, grommet seals, connector seals, gaskets, and sensor housings that must withstand extreme temperature fluctuations and exposure to oils and fuels. The high thermal stability of LSR makes it far more suitable than conventional rubber for engine bay components that must perform reliably from cold starts to high operating temperatures.
Consumer Electronics and Wearables
Smartwatch bands, earbud tips, button membranes, waterproof seals for smartphones, and keyboard key membranes are all commonly manufactured using LSR injection molding. The ability to mold LSR in complex geometries with tight tolerances — and in any color — makes it ideal for consumer products where both performance and aesthetics matter.
Infant and Food-Contact Products
Baby bottle nipples, pacifiers, teethers, and food-grade seals for kitchen appliances are produced in LSR because the material is free from BPA, phthalates, and other harmful plasticizers. It withstands repeated sterilization cycles, maintains flexibility at low temperatures, and does not absorb flavors or odors — all critical properties for food-contact and infant applications.
Factors to Consider When Selecting an LSR Injection Molding Machine
Choosing the right LSR injection molding machine requires careful evaluation of your specific production requirements, material characteristics, and quality targets. Purchasing the wrong machine for your application results in quality defects, excessive scrap, and difficulty meeting production targets.
- Part size and shot weight: The machine's injection unit must be sized to deliver the precise shot volume required for your part and cavity count. Oversized injection units reduce dosing accuracy for small parts; undersized units cannot fill large or multi-cavity molds.
- Metering accuracy: For critical applications such as medical or food-contact parts, metering accuracy of ±0.5% or better is required. Verify the metering system's specification and ask for documented process capability data from the supplier.
- Cold runner or waste runner system: Cold runner systems for LSR (which keep the runner material uncured and recyclable or re-injectable) significantly reduce material waste and are standard on high-volume production machines. Confirm runner system compatibility with your mold design.
- Cleanroom compatibility: For medical device production, the machine must be compatible with cleanroom installation — stainless steel or coated surfaces, minimal particle generation, and compatibility with cleanroom gowning and access protocols.
- Automation integration: High-volume LSR production benefits significantly from integrated robotic demolding, vision inspection systems, and conveyor-based part handling. Confirm the machine's interface compatibility with your automation requirements before purchase.
- Vacuum venting capability: For parts requiring exceptional surface quality or for processing optical-grade LSR, the mold cavity must be evacuated before injection to remove trapped air. Confirm that the machine and mold design support vacuum venting if this is required for your application.
Advantages of LSR Injection Molding Machines Over Alternative Silicone Processing Methods
LSR injection molding competes with compression molding and transfer molding as methods for producing silicone rubber parts. Each method has its place, but LSR injection molding offers significant advantages for medium to high-volume production of precision components.
- Cycle time: LSR injection molding cycle times are significantly shorter than compression molding, particularly for thin-walled parts, enabling much higher throughput per shift.
- Dimensional consistency: The closed, automated injection process produces far tighter dimensional tolerances than open-mold compression processes, which are affected by operator variability in material placement and mold closing.
- Material waste: Cold runner LSR injection systems produce virtually zero material waste, as uncured runner material is reinjected. Compression and transfer molding generate significant flash and runner scrap.
- Automation potential: LSR injection molding is fully compatible with robotic automation, enabling lights-out production for high-volume parts. Compression molding is inherently more labor-intensive.
- Multi-component molding: LSR injection molding machines can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
Maintenance and Operational Considerations for LSR Machines
LSR injection molding machines require disciplined maintenance to prevent material buildup, curing inside the barrel, and metering drift. At the end of each production run, the material delivery system must be thoroughly purged with a flushing agent or neutral silicone base to remove all mixed LSR before it cures inside the lines, mixer, or barrel. Cured silicone inside the injection system is extremely difficult to remove and typically requires complete disassembly of the affected components.
The metering pumps should be calibrated regularly — at minimum during each material change — to verify that the 1:1 ratio is being maintained accurately. Mold temperature controllers and heating elements should be checked periodically for calibration drift and hotspot development, as uneven mold temperatures produce inconsistent cure and part warpage. With proper maintenance protocols in place, a well-specified LSR injection molding machine will deliver reliable, high-quality production output for many years.