Content
- 1 What Is a Vacuum Rubber Vulcanizing Machine?
- 2 How the Vacuum Vulcanization Process Works
- 3 Key Technical Specifications of Vacuum Rubber Vulcanizing Machines
- 4 Types of Vacuum Rubber Vulcanizing Machines
- 5 Advantages Over Conventional Vulcanizing Presses
- 6 Industries and Applications That Rely on Vacuum Vulcanizing Technology
- 7 How to Select the Right Vacuum Rubber Vulcanizing Machine
- 8 Maintenance Practices That Extend Machine Service Life
What Is a Vacuum Rubber Vulcanizing Machine?
A vacuum rubber vulcanizing machine is an industrial press equipped with an integrated vacuum system that removes air and moisture from the mold cavity before and during the vulcanization process. Vulcanization itself is the chemical process by which raw rubber is treated with heat and pressure — typically in the presence of sulfur or other curatives — to form cross-links between polymer chains, converting the soft, unstable material into a durable, elastic product with consistent mechanical properties. The addition of a vacuum environment to this process addresses one of the most persistent challenges in rubber molding: the formation of air bubbles, voids, and surface defects caused by trapped gases within the compound or mold.
These machines are widely used across industries that demand high-precision rubber components with zero tolerance for internal defects. Automotive seals, medical-grade silicone parts, aerospace gaskets, high-voltage electrical insulators, and premium footwear soles are among the most common applications. The vacuum environment ensures that even complex geometries with deep cavities, thin walls, or intricate surface textures are filled completely and uniformly by the rubber compound during the curing cycle.
How the Vacuum Vulcanization Process Works
The operating sequence of a vacuum rubber vulcanizing machine differs meaningfully from that of a conventional hydraulic press vulcanizer. Understanding each stage of the process helps explain why vacuum technology produces consistently superior results in demanding applications.
Mold Loading and Pre-Closure
The process begins with the operator loading the pre-weighed rubber compound — whether in sheet, preform, or injection-ready form — into the heated mold cavity. The mold is then partially closed, leaving a small gap that allows the vacuum system to begin drawing air out of the cavity without yet applying full molding pressure. This pre-closure stage is critical because it gives the vacuum pump sufficient time to evacuate residual air before the compound begins to flow under heat and pressure.
Vacuum Evacuation Phase
Once pre-closure is achieved, the vacuum pump activates and reduces pressure within the sealed mold cavity, typically to levels between -0.08 MPa and -0.1 MPa (relative vacuum). This evacuation removes dissolved gases from the rubber compound itself, eliminates moisture vapor that could cause surface blistering, and purges any residual air trapped between the compound and the mold surface. The duration of this phase varies from 15 seconds to several minutes depending on the compound complexity, mold geometry, and the vacuum level specified in the process parameters.
Full Closure and Vulcanization Cure
After the target vacuum level is reached, the press applies full hydraulic pressure to close the mold completely and initiate the vulcanization cure. Heat — supplied by electric platens, steam, or hot oil circulating through the mold — activates the curing agents in the compound, triggering the cross-linking reaction. The combination of heat, pressure, and the pre-established vacuum environment ensures that the rubber compound flows into every detail of the mold cavity without any air pockets interfering with material distribution. At the end of the cure cycle, the press opens, the vacuum is released, and the finished part is demolded.
Key Technical Specifications of Vacuum Rubber Vulcanizing Machines
When specifying or purchasing a vacuum rubber vulcanizing machine, several technical parameters directly determine its suitability for a given application. The following table outlines the most critical specifications and their practical significance:
| Specification | Typical Range | Practical Significance |
| Clamping Force | 50 – 5,000 kN | Determines maximum mold size and compound flow pressure |
| Platen Temperature Range | Room temp – 250°C | Must match curing temperature of the specific rubber compound |
| Vacuum Level | -0.06 to -0.1 MPa | Higher vacuum removes more gas and moisture for superior surface quality |
| Platen Size | 200×200 mm – 1,500×1,500 mm | Sets the maximum footprint of the mold that can be accommodated |
| Daylight Opening | 150 – 800 mm | Determines maximum mold height and part thickness |
| Heating Method | Electric / Steam / Hot Oil | Affects temperature uniformity, energy efficiency, and operating cost |
| Control System | PLC / Touch Screen HMI | Enables precise cycle programming, data logging, and process repeatability |
Temperature uniformity across the platen surface deserves special attention during machine selection. Uneven heating creates inconsistent cure rates across the mold, resulting in parts with varying hardness and mechanical properties — a particularly serious issue for precision components used in safety-critical applications. Reputable machine manufacturers publish temperature uniformity data, typically specifying a tolerance of ±1°C to ±3°C across the full platen surface.
Types of Vacuum Rubber Vulcanizing Machines
Vacuum rubber vulcanizing machines are available in several configurations, each suited to different production volumes, part geometries, and operational requirements. Selecting the correct machine type is as important as selecting the correct specifications.
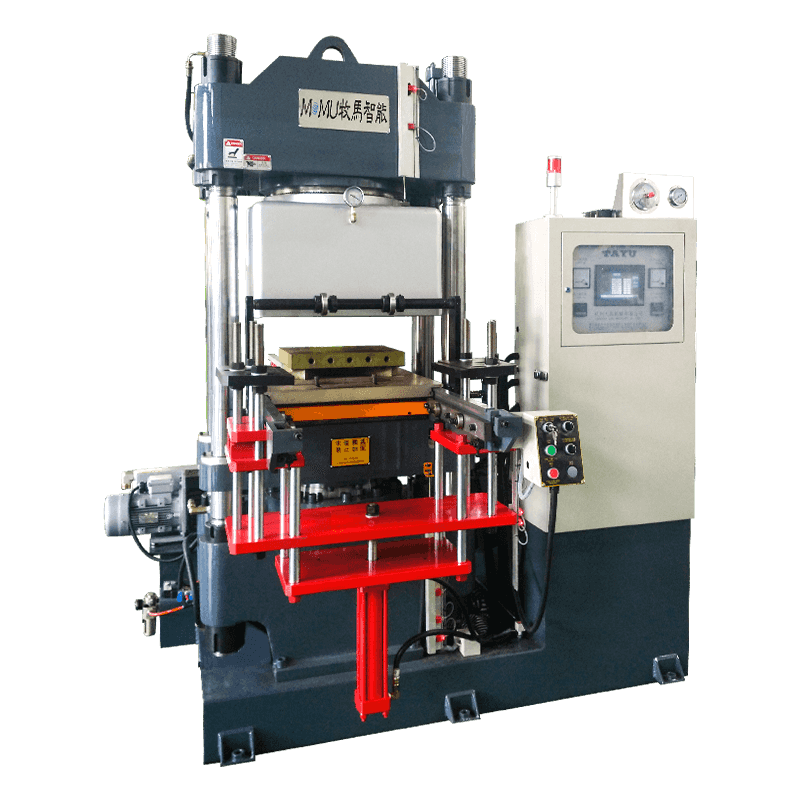
Single-Layer Flat Plate Vacuum Press
The most common configuration for small to medium production operations, the single-layer flat plate vacuum press features two heated platens — one fixed, one moving — with a vacuum chamber integrated around the mold area. These machines are straightforward to operate, easy to maintain, and suitable for a wide range of mold sizes. They are the default choice for manufacturers producing precision seals, gaskets, silicone components, and specialty rubber products where batch sizes are moderate and part complexity is high.
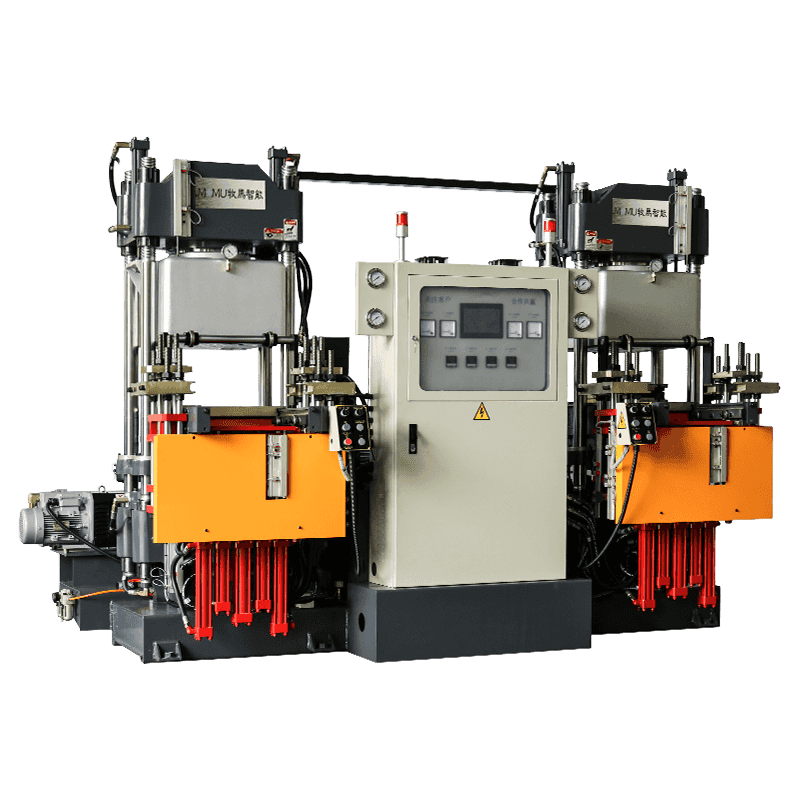
Multi-Layer Vacuum Vulcanizing Press
Multi-layer machines stack multiple heated platens vertically, allowing several molds to cure simultaneously in a single press cycle. This configuration maximizes output per unit of floor space and is favored in high-volume production environments where the same part is manufactured in large quantities. Each layer operates independently in terms of temperature control, but the vacuum system typically evacuates all layers simultaneously. The trade-off is greater mechanical complexity and higher initial investment compared to single-layer machines.
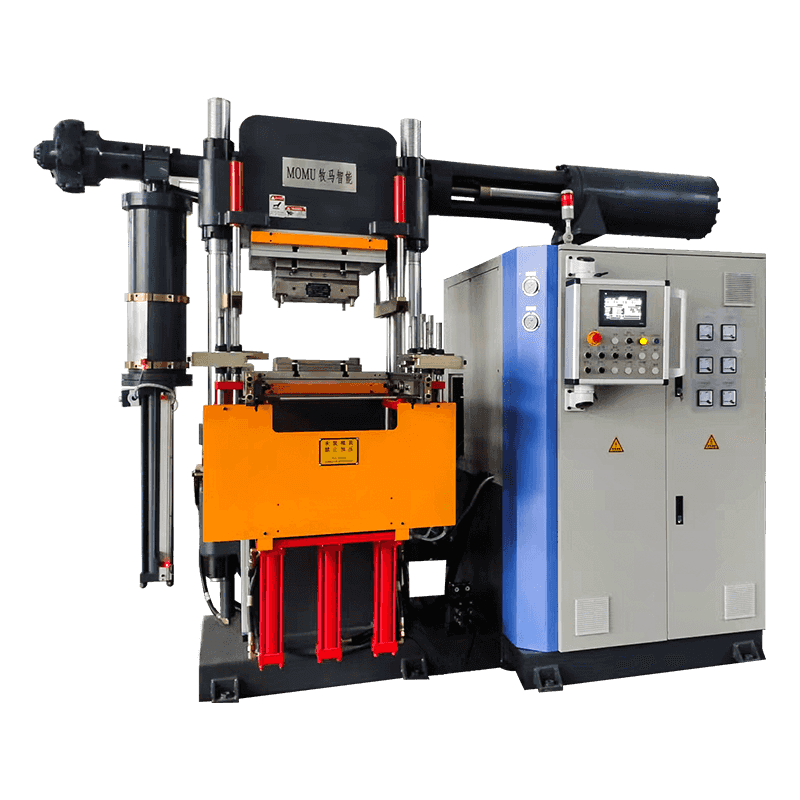
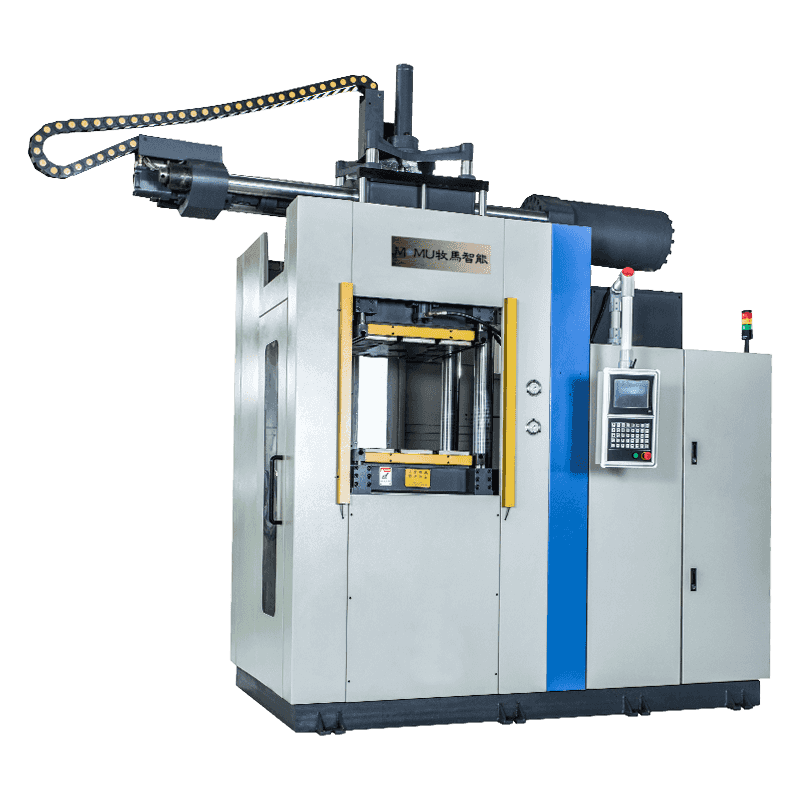
Vacuum Injection Transfer Molding Machines
These machines combine vacuum technology with transfer molding or injection molding capabilities, allowing pre-plasticized rubber compound to be injected into a pre-evacuated mold cavity under controlled pressure. The vacuum-assisted injection process is particularly effective for parts with thin walls, complex internal geometry, or multi-durometer constructions where complete mold fill is difficult to achieve with conventional compression molding. These machines represent a higher level of process control and are commonly used in medical, aerospace, and precision automotive component manufacturing.
Autoclave-Type Vacuum Vulcanizing Systems
For very large rubber components — such as industrial rollers, large-diameter seals, or thick rubber linings for industrial equipment — autoclave-type systems use a pressurized vessel with an internal vacuum capability to cure parts that cannot be processed in a conventional flat press. The autoclave applies isostatic pressure uniformly across the entire surface of the component, eliminating the stress concentrations that flat press tooling can introduce in oversized or irregularly shaped parts.
Advantages Over Conventional Vulcanizing Presses
Manufacturers who upgrade from standard hydraulic vulcanizing presses to vacuum-equipped models consistently report measurable improvements across product quality, reject rates, and process consistency. The specific advantages include:
- Elimination of internal voids and porosity: Vacuum evacuation removes trapped air before the compound flows under pressure, preventing the formation of internal gas pockets that compromise the mechanical integrity and pressure resistance of the finished part.
- Superior surface finish: Air bubbles trapped between the rubber compound and the mold surface create pits, blisters, and surface irregularities in the finished part. Vacuum processing eliminates these defects, delivering a smooth, consistent surface that requires no post-processing in most applications.
- Improved dimensional accuracy: Complete mold fill under vacuum ensures that every feature of the mold cavity is reproduced faithfully in the finished part — critical for components with tight dimensional tolerances such as O-rings, precision seals, and optical-grade silicone components.
- Reduced scrap and rework rates: By addressing the root causes of the most common rubber molding defects at the process level, vacuum vulcanizing machines typically reduce scrap rates by 30% to 60% compared to equivalent conventional press operations — delivering significant savings in material, labor, and machine time.
- Compatibility with moisture-sensitive compounds: Certain rubber formulations — particularly silicone compounds and some EPDM grades — are highly sensitive to moisture contamination during curing. Vacuum evacuation removes moisture from both the mold surface and the compound itself before curing begins, preventing steam-induced defects that would otherwise require process interruptions or batch rejections.
Industries and Applications That Rely on Vacuum Vulcanizing Technology
Vacuum rubber vulcanizing machines serve a broad spectrum of industries where the quality standards for rubber components are exceptionally high. Each industry has specific requirements that vacuum technology is uniquely positioned to meet.
- Automotive manufacturing: Engine seals, transmission gaskets, turbocharger hoses, fuel system components, and vibration dampers all require zero-defect rubber parts. Vacuum vulcanizing ensures the material integrity required for components exposed to extreme thermal cycling, chemical exposure, and mechanical stress.
- Medical device manufacturing: Silicone components used in medical devices — including implantable seals, catheter components, and diagnostic equipment parts — must meet stringent regulatory standards for material purity and dimensional consistency. Vacuum processing eliminates contamination risks and ensures the biocompatibility of finished parts.
- Electrical and power industry: High-voltage insulators, cable joints, and transformer seals require rubber components with no internal voids that could serve as initiation points for electrical discharge or dielectric failure. Vacuum vulcanizing is the standard process for these safety-critical applications.
- Aerospace and defense: Rubber components in aircraft fuel systems, hydraulic seals, and environmental sealing applications must perform reliably across extreme temperature ranges and pressure differentials. The defect-free internal structure produced by vacuum vulcanizing is a baseline requirement in aerospace rubber component specifications.
- Consumer goods and footwear: Premium rubber outsoles, waterproof footwear components, and high-end consumer rubber products benefit from the improved surface quality and consistency that vacuum vulcanizing delivers at the production scale.
How to Select the Right Vacuum Rubber Vulcanizing Machine
Choosing the correct machine for a specific production requirement involves evaluating several interrelated factors. A systematic approach to selection reduces the risk of underspecifying equipment that will limit production quality or overspecifying in ways that inflate capital costs unnecessarily.
- Define the rubber compound and cure requirements: Different rubber compounds — NR, SBR, EPDM, silicone, neoprene, NBR — require different cure temperatures and times. Confirm that the machine's temperature range and uniformity specifications align with the process requirements of the specific compound being used.
- Assess mold dimensions and clamping force requirements: Calculate the projected area of the mold and multiply by the required molding pressure to determine the minimum clamping force. Always select a machine with a clamping force rating at least 20% above the calculated minimum to account for process variation and future mold changes.
- Evaluate vacuum system performance: Confirm the machine's vacuum pump capacity and the target vacuum level achievable within the cycle time available. For very fast-curing compounds, a high-capacity pump that achieves the required vacuum level quickly is essential to avoid compromising productivity.
- Consider heating system type: Electric heating offers precise, zone-based temperature control ideal for small to medium platens. Steam heating is cost-effective for large-scale production but requires boiler infrastructure. Hot oil systems deliver excellent uniformity for large platens and are preferred for high-temperature applications above 200°C.
- Review control system capabilities: Modern PLC-based control systems with touchscreen HMI interfaces allow complete cycle parameter programming, real-time monitoring, and production data logging. These capabilities support quality management requirements including traceability, SPC integration, and compliance with industry certifications such as IATF 16949 or ISO 13485.
Maintenance Practices That Extend Machine Service Life
Vacuum rubber vulcanizing machines are long-lived capital assets when properly maintained. The vacuum system components — particularly the pump, vacuum seals, and chamber gaskets — require the most consistent attention. Vacuum pump oil should be changed at the intervals specified by the manufacturer, typically every 500 to 1,000 operating hours, to maintain pump efficiency and prevent contamination of the vacuum circuit with rubber volatiles that off-gas during the cure cycle. Chamber gaskets and door seals should be inspected regularly for compression set, cracking, or chemical degradation caused by exposure to curing agents and processing temperatures.
Hydraulic system maintenance — including fluid quality checks, filter replacements, and cylinder seal inspections — should follow a scheduled preventive maintenance program based on the machine manufacturer's recommendations and actual operating hours. Platen temperature calibration should be verified at least quarterly using calibrated surface thermometers or thermocouple probes to confirm that temperature uniformity remains within specification. Documenting all maintenance activities in a machine log supports both internal quality management requirements and the audit trail demanded by regulated industries such as automotive and medical device manufacturing.