Content
- 1 What Is a Rubber Compression Molding Machine?
- 2 Core Working Principle: Heat, Pressure, and Vulcanization
- 3 Main Types of Rubber Compression Molding Machines
- 4 Key Technical Specifications Explained
- 5 Rubber Compounds Suited to Compression Molding
- 6 Automation and Control Features in Modern Machines
- 7 How to Choose the Right Machine for Your Application
What Is a Rubber Compression Molding Machine?
A rubber compression molding machine is a hydraulic press specifically engineered to shape rubber compounds by applying controlled heat and pressure within a closed mold cavity. Unlike injection molding, where material is forced into a mold through a runner system, compression molding places a pre-measured rubber charge — called a preform — directly into the open mold cavity. The press then closes the mold under high hydraulic pressure while simultaneously applying heat, causing the rubber to flow, fill the cavity, and vulcanize into a permanent, solid shape. The result is a finished rubber component that precisely replicates the geometry of the mold.
These machines are fundamental to industries that rely on precision rubber components: automotive sealing systems, industrial gaskets, aerospace vibration dampeners, medical device components, footwear soles, and consumer goods. The compression molding process is valued for its simplicity, relatively low tooling cost compared to injection molding, and its suitability for a wide range of rubber compounds including natural rubber, silicone, EPDM, neoprene, nitrile (NBR), and fluoroelastomers (FKM). The machine itself is the controlled environment that makes consistent, repeatable vulcanization possible at production scale.
Core Working Principle: Heat, Pressure, and Vulcanization
The operating principle of a rubber compression molding machine revolves around three interdependent variables: temperature, pressure, and cure time. Together, these determine whether a molded rubber part meets its intended physical specifications or fails due to under-cure, over-cure, or dimensional inaccuracy.
The mold — typically machined from hardened steel or aluminum — is mounted between the upper and lower platens of the hydraulic press. Electric heating elements or steam circuits embedded in the platens transfer heat through the mold to the rubber charge. As the rubber heats up, it softens and becomes pliable, then flows under the closing pressure of the press to fill every contour of the cavity. Simultaneously, the heat activates the vulcanizing agents (usually sulfur compounds or peroxides) within the rubber compound, triggering cross-linking of the polymer chains. This cross-linking is what transforms the soft, thermoplastic-like raw rubber into an elastic, dimensionally stable, permanently shaped component.
Maintaining precise temperature uniformity across the entire platen surface is critical. Uneven heat distribution leads to differential cure rates within a single mold, producing parts with inconsistent hardness, surface defects, or internal voids. Modern compression molding machines use PID (proportional-integral-derivative) temperature controllers to hold platen temperatures within ±1°C of the set point throughout the production cycle.

Main Types of Rubber Compression Molding Machines
Rubber compression molding machines are available in several configurations, each suited to different production environments, part sizes, and automation levels.
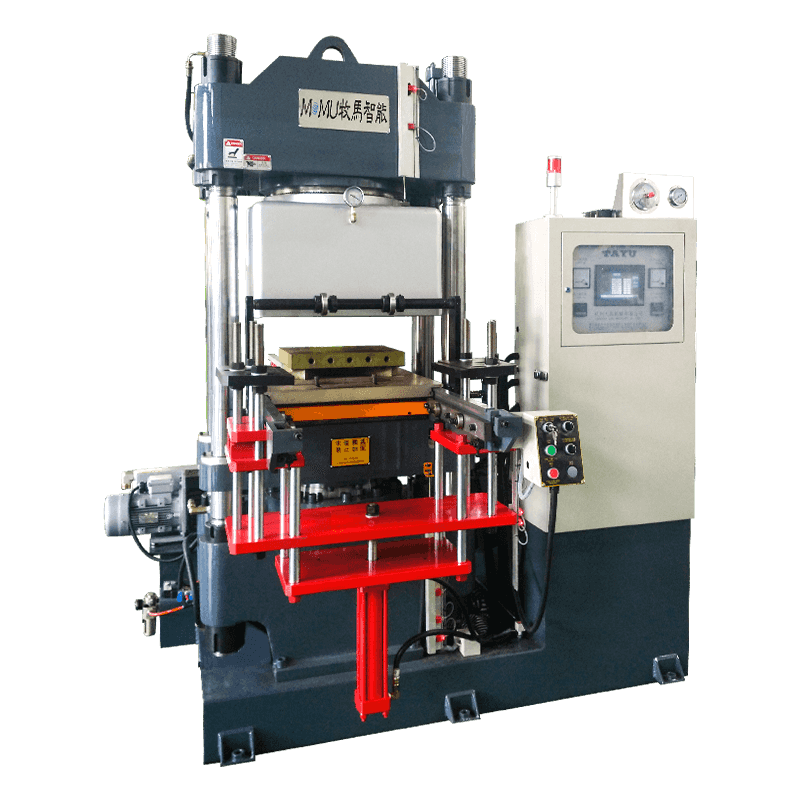
Single-Daylight Press
The single-daylight press has one opening between the upper and lower platen, accommodating a single mold at a time. This is the most common configuration for small-to-medium production runs and for molding relatively large individual components. It offers straightforward operation, easy mold changeover, and direct operator access to the mold for preform loading and part removal. Single-daylight presses are available in clamping forces ranging from 50 tons to over 1,000 tons depending on application.
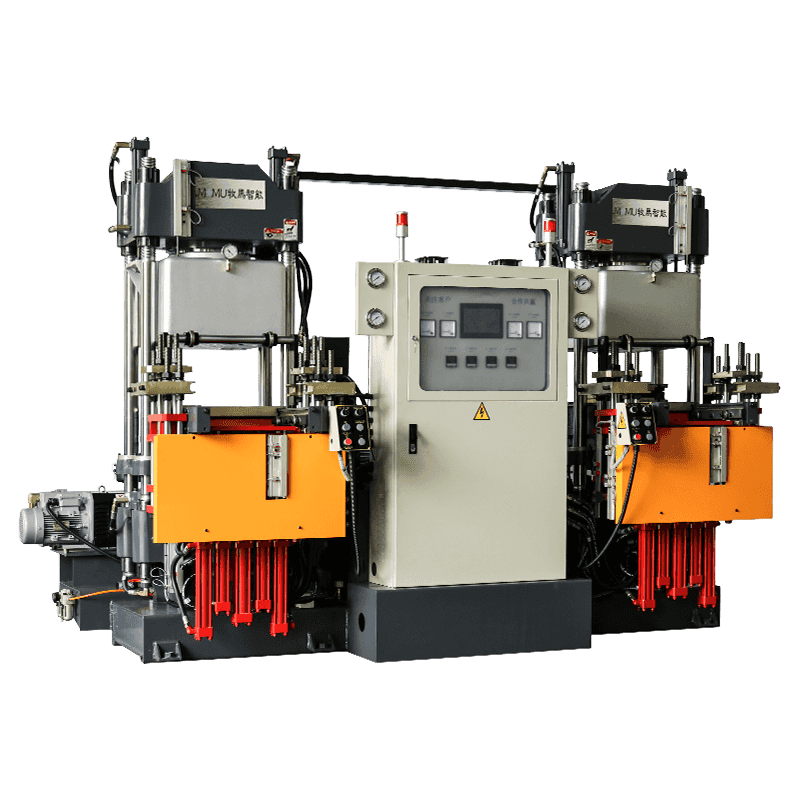
Multi-Daylight Press
Multi-daylight presses incorporate multiple heated platens stacked vertically, creating several mold openings — or daylights — that operate simultaneously in a single press stroke. This configuration dramatically increases output per cycle without requiring additional floor space or separate presses. A four-daylight press effectively quadruples the number of mold cavities active in each production cycle, making it highly efficient for high-volume production of small to medium rubber parts such as seals, O-rings, vibration mounts, and grommets.
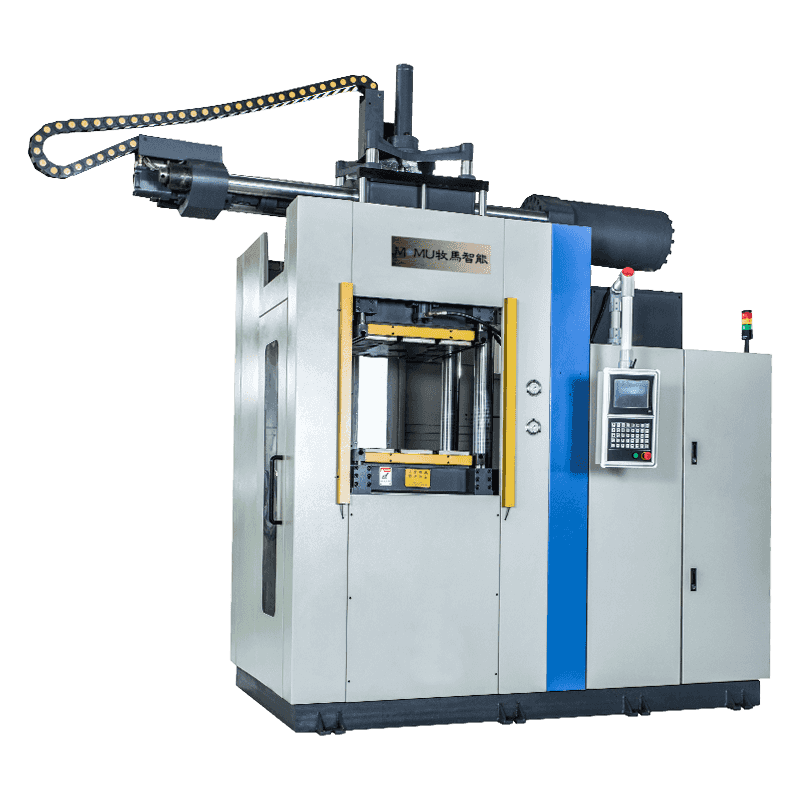
Rotary or Shuttle Table Press
Rotary and shuttle table presses are designed to improve operator ergonomics and cycle efficiency by separating the loading and unloading zone from the pressing zone. A rotating turntable or sliding shuttle moves molds in and out of the press automatically or semi-automatically, allowing the operator to load preforms and remove finished parts at a safe, accessible station while the press completes its cure cycle. This design is particularly effective in high-cadence production environments where minimizing non-productive open time is a priority.
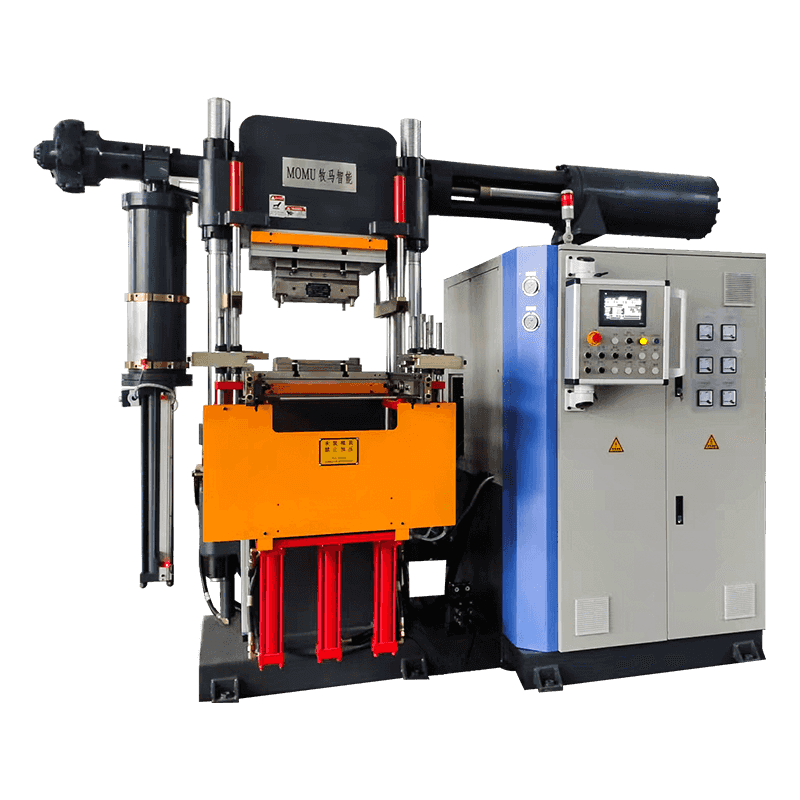
Vacuum Compression Molding Press
For applications requiring void-free, high-integrity rubber parts — such as silicone medical components, aerospace seals, or high-voltage electrical insulators — vacuum compression molding presses evacuate air from the mold cavity before and during the pressing cycle. Residual air trapped in the mold can cause porosity, incomplete fill, and surface blemishes that are unacceptable in critical applications. The vacuum system removes this air before the rubber flows and vulcanizes, ensuring dense, defect-free parts that meet stringent quality standards.
Key Technical Specifications Explained
Selecting the right rubber compression molding machine requires a clear understanding of the technical specifications that define its capabilities. The following parameters are the most critical to evaluate:
| Specification | Typical Range | Why It Matters |
| Clamping Force | 50 – 2,000+ tons | Determines mold cavity pressure and flash control |
| Platen Size | 200×200mm – 1500×1500mm | Sets maximum mold footprint and cavity count |
| Temperature Range | 100°C – 250°C | Must match compound vulcanization requirements |
| Daylight Opening | 200mm – 800mm | Must accommodate mold height plus safe loading clearance |
| Temperature Uniformity | ±1°C – ±3°C | Critical for consistent cure across full platen area |
| Control System | PLC + touchscreen HMI | Enables recipe storage, process monitoring, alarm management |
Clamping force is arguably the most fundamental specification. It must be sufficient to keep the mold fully closed against the internal pressure generated by the rubber compound as it softens and expands during heating. Insufficient clamping force allows the mold to breathe open, causing excessive flash — thin rubber fins at the parting line — which requires labor-intensive post-mold trimming and increases material waste.
Rubber Compounds Suited to Compression Molding
Not all rubber compounds are equally suited to compression molding, and the machine must be configured appropriately for the material being processed. The most commonly processed compounds include:
- Natural Rubber (NR): Excellent mechanical properties and elasticity; widely used in industrial and automotive applications; vulcanizes readily at 150–170°C.
- Silicone (VMQ/HCR): Outstanding temperature resistance (-60°C to +230°C), biocompatibility, and weatherability; requires precise temperature control typically in the 160–180°C range; used extensively in medical and food-contact applications.
- EPDM: Excellent ozone, UV, and weather resistance; commonly used for outdoor seals, gaskets, and roofing profiles; typically molded at 160–180°C.
- Nitrile (NBR): Superior oil and fuel resistance; the standard material for automotive oil seals, fuel system components, and hydraulic seals; molded at 150–170°C.
- Fluoroelastomer (FKM/Viton): Exceptional resistance to heat, chemicals, and fuels; used in demanding aerospace, automotive, and chemical processing applications; requires higher molding temperatures of 175–200°C and longer cure cycles.
- Neoprene (CR): Good balance of oil resistance and weatherability; used for hoses, belts, and cable jackets; molded at 150–170°C.
Automation and Control Features in Modern Machines
Modern rubber compression molding machines have evolved far beyond simple hydraulic presses with manual controls. Today's machines incorporate sophisticated automation and digital control features that improve process consistency, reduce operator dependency, and enable integration into broader factory management systems.
PLC-Based Process Control
Programmable Logic Controllers (PLCs) manage the entire press cycle — closing speed, pressure ramping, cure time, opening sequence, and ejection — based on stored recipes. Each rubber compound and mold combination can have its own stored program, allowing operators to switch products by simply selecting the appropriate recipe on the HMI touchscreen rather than manually resetting parameters. Recipe-based control eliminates setup errors and ensures that every production run starts from a validated baseline.
Automatic Deflashing and Degassing
Many machines include programmable degassing sequences — brief controlled openings of the press during the early stage of the cure cycle — that allow trapped air and volatiles to escape from the mold before final closure and full cure. This is particularly important for thick or complex parts where internal porosity is a common defect. Some presses also integrate robotic arms or mechanical deflashing tools that remove flash from parts immediately after demold, reducing manual finishing labor.
Data Logging and Quality Traceability
Industrial compression presses increasingly include data logging capabilities that record temperature, pressure, cycle time, and alarm events for every production cycle. This traceability is critical in regulated industries such as medical devices and aerospace, where production records must be retained and auditable. Real-time monitoring dashboards allow production supervisors to track machine performance across multiple presses simultaneously and identify deviations before they result in defective batches.
How to Choose the Right Machine for Your Application
Selecting a rubber compression molding machine is a multi-variable decision that should be driven by your specific product requirements, production volumes, and material types rather than by machine cost alone. Work through the following considerations systematically:
- Define your part geometry and mold size: The platen dimensions must comfortably accommodate your mold with clearance on all sides. For multi-cavity molds, calculate the total projected area to determine the minimum clamping force required.
- Identify your rubber compound: Confirm the vulcanization temperature range and cure time for your compound. Ensure the machine's heating system can reach and maintain that temperature across the full platen with the uniformity required for your quality standards.
- Assess production volume: High-volume production of small parts benefits from multi-daylight configurations or rotary table automation. Low-to-medium volume of large or complex parts typically suits a single-daylight press with recipe-based PLC control.
- Consider quality requirements: Applications demanding void-free parts — medical, aerospace, high-voltage electrical — require vacuum-assisted pressing. Factor vacuum system integration into your specification and budget from the outset.
- Evaluate after-sales support: Rubber compression machines require periodic maintenance of hydraulic systems, heating elements, and control components. Choosing a supplier with accessible technical support, available spare parts, and local service capability protects your production uptime investment over the machine's lifespan.
A rubber compression molding machine is a long-term capital investment whose return depends entirely on matching its capabilities to the demands of your production process. Taking the time to specify it correctly — rather than defaulting to the lowest-cost option — consistently delivers better part quality, lower scrap rates, and more reliable throughput over the machine's operational life.