Content
- 1 What Is a Vacuum Rubber Vulcanizing Machine and How Does It Work?
- 2 Core Components and Their Functions
- 3 Advantages of Vacuum Curing Over Conventional Vulcanizing
- 4 Industries and Applications That Rely on Vacuum Vulcanizing
- 5 Vacuum Vulcanizing Machine Types and Configurations
- 6 Key Factors to Evaluate When Purchasing a Vacuum Rubber Vulcanizing Machine
- 7 Maintenance Practices That Protect Machine Performance
What Is a Vacuum Rubber Vulcanizing Machine and How Does It Work?
A vacuum rubber vulcanizing machine is a specialized piece of industrial equipment that uses controlled heat, pressure, and a vacuum environment to chemically cure raw or compounded rubber into its final, durable form. Vulcanization itself is the process by which polymer chains in rubber are cross-linked — typically through sulfur-based or peroxide-based curing systems — transforming soft, tacky, and dimensionally unstable raw rubber into a material with high elasticity, tensile strength, abrasion resistance, and thermal stability. The addition of vacuum to the vulcanizing process is what distinguishes this class of machine from conventional press or autoclave curing equipment.
In a standard vulcanizing press, air can become trapped between the rubber compound and the mold surface during the closing phase, leading to voids, surface blistering, incomplete fill in fine detail areas, and inconsistent density throughout the part. A vacuum rubber vulcanizing machine evacuates this air before and during the molding cycle by drawing a vacuum inside a sealed chamber surrounding the mold. With atmospheric pressure removed, the rubber flows uniformly into every contour of the mold, gases dissolved in the compound are extracted, and the resulting cured part achieves a denser, more uniform microstructure with a superior surface finish compared to non-vacuum curing.
The operating cycle of a vacuum vulcanizing machine generally follows a fixed sequence: the rubber charge is loaded into the mold, the mold is closed and sealed within the vacuum chamber, the vacuum pump evacuates the chamber to a target negative pressure — typically between -0.08 MPa and -0.1 MPa — and then heat and hydraulic or pneumatic pressure are applied simultaneously to cure the part. Cycle times vary from a few minutes to over an hour depending on the rubber compound, part wall thickness, and curing temperature, which typically ranges from 140°C to 200°C for most industrial elastomers.

Core Components and Their Functions
Understanding the mechanical architecture of a vacuum rubber vulcanizing machine helps engineers and procurement teams evaluate equipment quality, troubleshoot performance issues, and specify machines correctly for their production requirements. The major functional subsystems are closely integrated and each plays a direct role in product quality.
Heating Platens and Temperature Control System
The heating platens are the primary heat transfer surfaces that surround the mold and conduct thermal energy into the rubber compound during curing. In most vacuum vulcanizing machines, platens are heated by electric resistance elements embedded within machined steel or cast iron plates, though steam-heated platens are also used in high-volume production environments where a centralized steam supply is available. Precise, uniform temperature distribution across the platen surface is critical — temperature variations of more than ±3°C between zones can result in uneven cure states within the part, producing areas of under-cure (soft, weak) alongside areas of over-cure (brittle, degraded). Modern machines use PID (proportional-integral-derivative) temperature controllers with multiple independent heating zones and thermocouple feedback to maintain tight thermal uniformity throughout the cycle.
Vacuum System and Sealing Chamber
The vacuum system consists of a vacuum pump — typically a rotary vane or dry-screw type — connected to a sealed chamber that encloses the mold area. The sealing integrity of this chamber is one of the most critical quality parameters of the machine: any leak in the chamber gaskets, door seals, or platen interfaces will limit the achievable vacuum level and allow air ingress during the curing cycle. High-quality machines use reinforced silicone or fluoroelastomer seals rated for continuous operation at curing temperatures. The vacuum level is monitored by a vacuum gauge and controlled by an automated valve system that maintains the target pressure from initial evacuation through the full curing dwell time.
Hydraulic or Pneumatic Pressing System
Clamping force is applied to the mold through a hydraulic cylinder or pneumatic actuator that drives the upper platen downward against the lower platen. The clamping pressure must be sufficient to keep the mold halves closed against the internal pressure generated by the rubber compound as it heats, softens, and flows during cure. Insufficient clamping pressure causes flash — thin fins of cured rubber that squeeze out between mold parting lines — while excessive pressure can damage fine mold details or distort thin-walled mold cavities. Hydraulic systems offer more precise and adjustable pressure control and are preferred for production machines. Clamp forces typically range from a few tons on small laboratory machines to several hundred tons on large industrial presses used for automotive and industrial sealing components.
Advantages of Vacuum Curing Over Conventional Vulcanizing
The decision to invest in vacuum vulcanizing technology over a conventional press is driven by the measurable quality improvements and process efficiencies it delivers across a wide range of rubber products. The following benefits are consistently reported by manufacturers who have transitioned from standard pressing to vacuum curing:
- Elimination of Void Defects: Trapped air and volatile gases are removed before curing begins, eliminating the porosity and blister defects that are common in conventionally pressed rubber parts, particularly in thick cross-sections and enclosed cavity geometries.
- Superior Surface Finish: With no air barrier between the compound and mold surface, the rubber replicates fine mold texture and detail with much greater fidelity, producing parts with smoother, more consistent surfaces that require less post-cure finishing.
- Improved Mechanical Properties: Parts cured under vacuum exhibit higher tensile strength, better elongation at break, and more consistent hardness because the polymer network forms without internal discontinuities caused by entrapped gas.
- Better Compound Flow and Mold Fill: Vacuum-assisted flow allows rubber compounds to completely fill complex mold geometries — including undercuts, thin ribs, and small-diameter passages — that would trap air and result in short shots in non-vacuum conditions.
- Lower Scrap and Rejection Rates: The combination of defect elimination and consistent process control directly reduces the percentage of parts rejected during quality inspection, improving yield and reducing material waste.
- Compatibility With Sensitive Compounds: Certain specialty rubber compounds — including silicone, fluoroelastomer (FKM), and EPDM formulations — contain low-boiling-point plasticizers or processing aids that can volatilize and cause defects under atmospheric curing conditions. Vacuum curing manages these volatiles effectively.
Industries and Applications That Rely on Vacuum Vulcanizing
Vacuum rubber vulcanizing machines are used across a broad range of industries wherever dimensional precision, surface quality, and internal integrity of rubber components are non-negotiable. The following sectors represent the primary application areas:
- Automotive Sealing Systems: Door seals, window channel seals, engine gaskets, O-rings, and vibration-damping mounts require defect-free cured rubber with tight dimensional tolerances. Vacuum curing is standard practice for premium automotive sealing applications.
- Aerospace and Defense: Aircraft fuel system seals, hydraulic O-rings, and vibration isolators made from fluoroelastomer or silicone are routinely vacuum-cured to meet strict aerospace quality standards that prohibit internal voids in structural elastomeric components.
- Medical and Pharmaceutical Equipment: Silicone membranes, diaphragms, tubing components, and seals used in medical devices and pharmaceutical processing equipment must be free of internal porosity that could harbor contaminants or compromise mechanical performance in critical service.
- Electronics and Electrical Insulation: Rubber keypads, connector seals, cable insulation components, and silicone encapsulation parts for electronics require the consistent dielectric properties and surface quality that vacuum curing delivers.
- Footwear Manufacturing: Vacuum vulcanizing machines are widely used in shoe sole production — particularly for EVA and rubber outsoles — where air pockets would create weak points in the sole structure and affect bonding between layers.
- Industrial Rollers and Linings: Rubber-covered rollers for printing, textile processing, and paper manufacturing are vacuum-cured to ensure complete adhesion of the rubber to the metal core and uniform hardness across the roller face.
Vacuum Vulcanizing Machine Types and Configurations
Vacuum rubber vulcanizing machines are available in several configurations suited to different production scales, part sizes, and process requirements. Selecting the correct configuration is an important step in equipment specification.
| Machine Type | Configuration | Best Suited For |
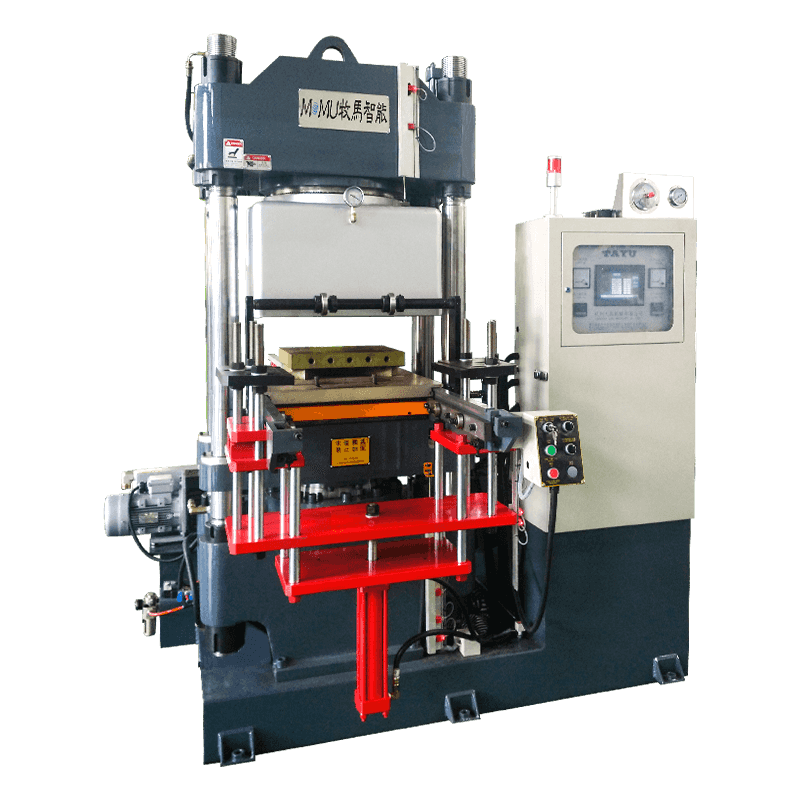
| Single-Daylight Vacuum Press | One mold opening between two heated platens | Small to medium parts, laboratory and prototype work |
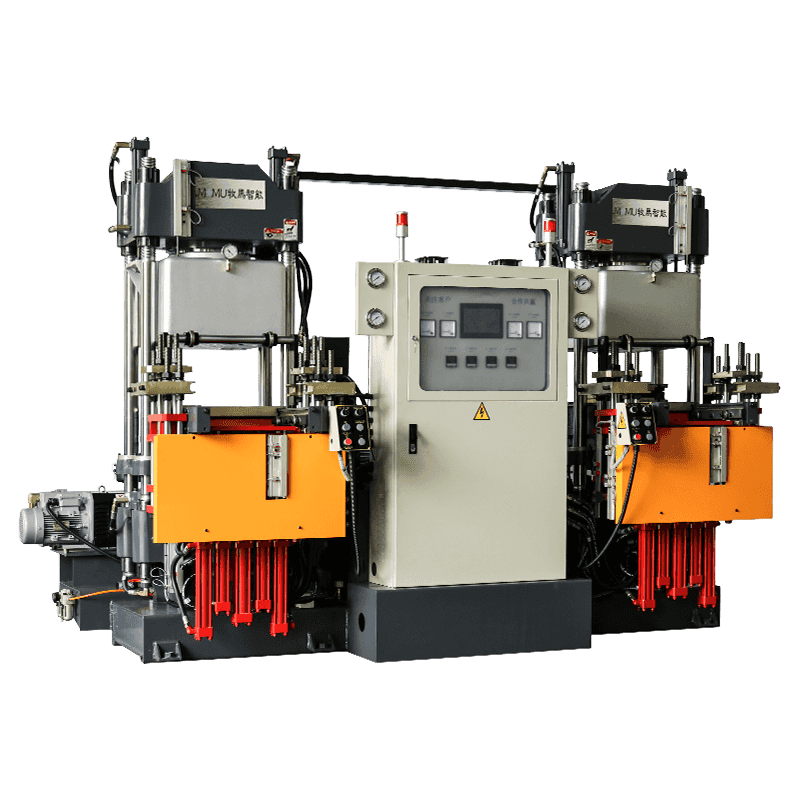
| Multi-Daylight Vacuum Press | Multiple mold levels cured simultaneously | High-volume flat parts, sheet goods, footwear soles |
| Vacuum Bag / Autoclave System | Flexible vacuum bag encloses part in heated chamber | Large, complex-shaped parts and composite rubber laminates |
| Rotary Vacuum Vulcanizing Machine | Carousel-style mold rotation through curing stations | Continuous high-output production of small uniform parts |
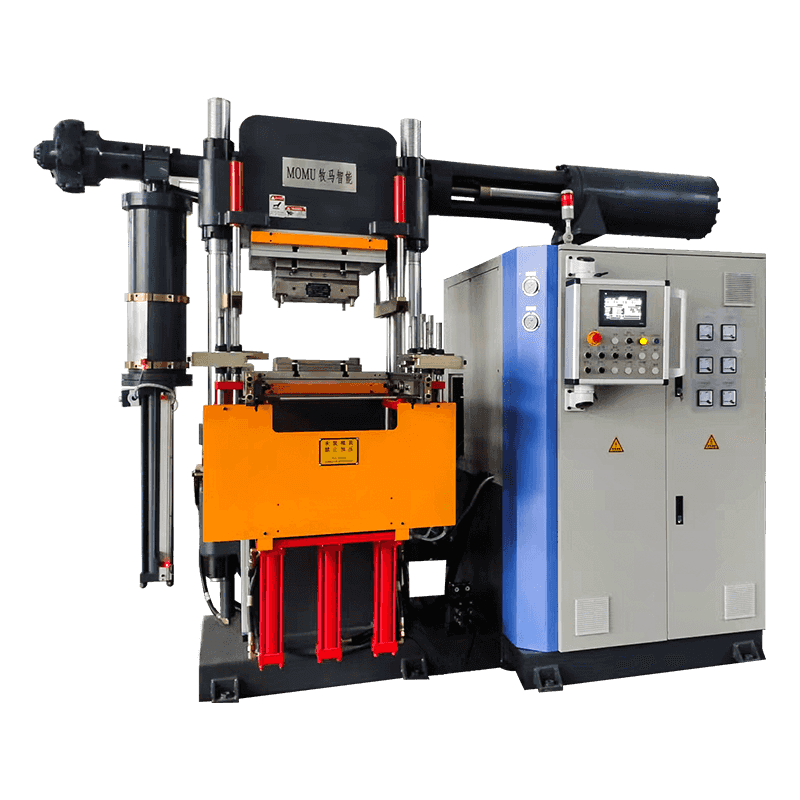
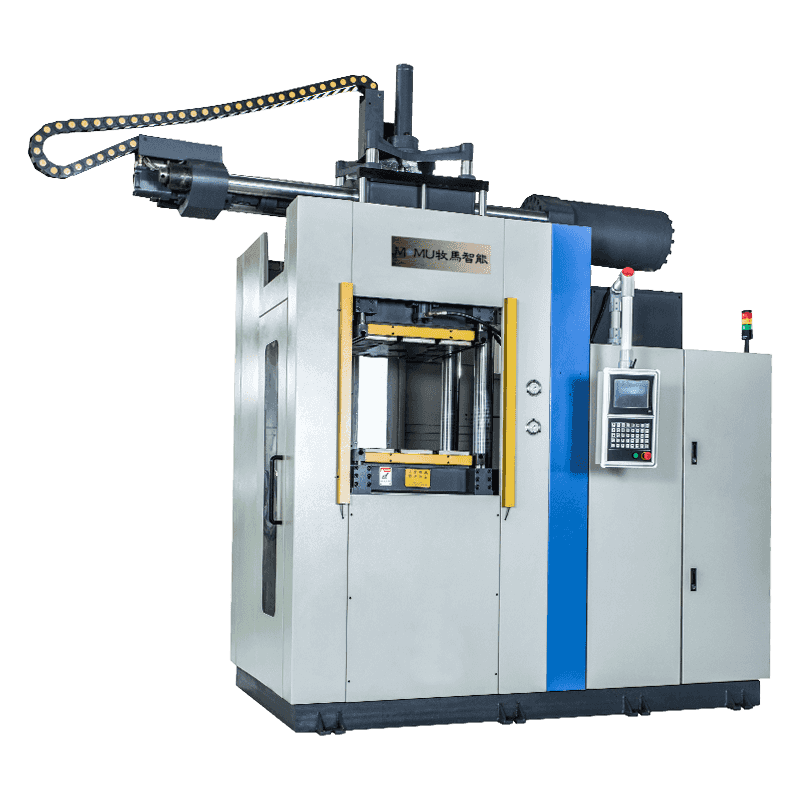
| Injection Vacuum Vulcanizing Press | Combines vacuum chamber with rubber injection unit | Precision injection-molded seals and technical rubber parts |
Key Factors to Evaluate When Purchasing a Vacuum Rubber Vulcanizing Machine
Investing in a vacuum vulcanizing machine is a significant capital decision, and the specification process requires careful evaluation of both current production requirements and projected future needs. Rushing the selection process or focusing solely on price often leads to equipment that underperforms, requires costly upgrades, or fails to meet quality certifications required by key customers.
Platen Size and Clamp Force
The platen dimensions must accommodate the largest mold you intend to run, with sufficient margin around the mold perimeter to ensure even pressure distribution. Clamp force must be calculated based on the projected cavity pressure of the rubber compound at curing temperature multiplied by the total projected area of all cavities in the mold. Undersized clamp force leads to flash; oversized machines consume more energy and floor space than necessary. Request engineering calculations from the machine supplier based on your specific mold and compound data before finalizing the specification.
Vacuum Level and Pump Capacity
The achievable vacuum level is a direct measure of how effectively the machine removes air and gases from the mold environment. Specify the target vacuum level — typically -0.095 MPa or better for demanding applications — and confirm the pump down time to reach this level with a loaded mold in place. Pump capacity (measured in m³/h or CFM) must be matched to the volume of the vacuum chamber plus any dead volume in connecting pipework. Machines with undersized pumps take too long to reach target vacuum levels, extending cycle times and reducing output.
Control System and Data Logging
Modern vacuum vulcanizing machines should be equipped with a programmable logic controller (PLC) and a touchscreen human-machine interface (HMI) that allows operators to store and recall multi-step cure cycles, monitor all process parameters in real time, and generate production records for quality traceability. For customers in the automotive and aerospace supply chains, data logging of temperature, pressure, vacuum level, and cycle time for every production batch is a standard audit requirement. Verify that the machine's control system meets the documentation requirements of your quality management system before purchase.
Maintenance Practices That Protect Machine Performance
The long-term reliability of a vacuum rubber vulcanizing machine depends heavily on a structured preventive maintenance program focused on the components most subject to wear and degradation in a high-temperature, high-cycle production environment.
- Vacuum Seal Inspection: Chamber door and platen seals should be inspected for compression set, cracking, or surface contamination at every maintenance interval. Degraded seals are the most common cause of vacuum loss and should be replaced on a scheduled basis rather than waiting for visible failure.
- Vacuum Pump Maintenance: Rotary vane pumps require regular oil changes — contaminated or degraded pump oil significantly reduces achievable vacuum levels. Dry-screw pumps require periodic rotor and bearing inspection. Follow the manufacturer's recommended service intervals strictly.
- Platen Flatness Verification: Over time, repeated thermal cycling and mechanical loading can cause platen surfaces to develop camber or localized low spots that result in uneven pressure distribution across the mold. Check platen flatness periodically using a precision straight edge and feeler gauge.
- Hydraulic System Servicing: Hydraulic oil should be sampled and analyzed annually for particulate contamination and viscosity degradation. Cylinder seals and hose connections should be inspected for leaks at each preventive maintenance visit.
- Thermocouple and Controller Calibration: Temperature measurement accuracy drifts over time as thermocouple junctions age. Annual calibration of all temperature sensors against a traceable reference standard is essential to maintaining cure consistency and satisfying quality system audit requirements.
A vacuum rubber vulcanizing machine represents one of the most technically complete solutions available for producing high-quality, defect-free rubber components at production scale. By combining precise thermal control, hydraulic clamping, and vacuum-assisted degassing in a single integrated system, it addresses the most persistent quality challenges in rubber molding and positions manufacturers to meet the increasingly demanding specifications of the automotive, aerospace, medical, and industrial markets they serve.