Content
- 1 What a Rubber Compression Molding Machine Does
- 2 Core Components of a Rubber Compression Molding Machine
- 3 Key Process Parameters and How They Affect Part Quality
- 4 Types of Rubber Compression Molding Machines
- 5 Compression Molding vs. Transfer and Injection Molding for Rubber
- 6 What to Evaluate When Selecting a Rubber Compression Molding Machine
- 7 Maintenance Practices That Extend Machine Life and Protect Part Quality
Rubber compression molding is one of the oldest and most widely used processes in rubber parts manufacturing, and the machine at the center of this process — the rubber compression molding machine — remains a cornerstone of production lines across automotive, aerospace, industrial sealing, and consumer goods sectors. Despite the rise of injection and transfer molding technologies, compression molding endures because of its simplicity, tooling cost advantages, and suitability for a broad range of rubber compounds and part geometries. Understanding how these machines work, what distinguishes high-quality equipment from average, and how to match machine specifications to your production needs is essential for engineers, procurement managers, and plant operators working with vulcanized rubber products.
What a Rubber Compression Molding Machine Does
A rubber compression molding machine applies controlled heat and pressure to a pre-measured charge of uncured rubber compound placed directly into an open mold cavity. When the machine closes the mold under hydraulic pressure, the rubber is forced to conform to the shape of the cavity. Sustained heat — typically between 150°C and 200°C depending on the compound — triggers vulcanization, the chemical crosslinking process that transforms the soft, pliable rubber compound into a durable, elastic finished part. Once the cure cycle is complete, the mold opens and the part is removed, often requiring manual deflashing to trim excess material that has flowed into the parting line.
The compression molding process is particularly well suited to natural rubber, EPDM, silicone, neoprene, nitrile (NBR), and fluoroelastomers (FKM/Viton). It is commonly used to produce seals, gaskets, O-rings, vibration dampers, diaphragms, bushings, and custom rubber profiles. Because the mold is open during loading, compression molding accommodates fabric-reinforced rubber, metal-rubber bonded parts, and inserts more naturally than injection molding processes, making it the preferred method for complex composite rubber components.
Core Components of a Rubber Compression Molding Machine
Understanding the major components of a compression molding machine clarifies both its operating principles and the key quality factors to evaluate when comparing models from different manufacturers.
Hydraulic System
The hydraulic system is the force-generating heart of the machine. A hydraulic pump drives fluid into cylinders that actuate the moving platen, generating the clamping force that closes the mold and maintains pressure throughout the cure cycle. Clamping force is measured in tons and directly determines the maximum mold size and cavity pressure achievable. Machines range from small bench-top units of 10 to 50 tons for laboratory and prototype work, to large production presses exceeding 1,000 tons for automotive and industrial parts. The hydraulic system's pressure stability during cure is critical — fluctuations cause dimensional variation in the finished part and can result in incomplete fill or voids in the rubber.

Heated Platens
The upper and lower platens are the flat, precision-ground metal plates that hold the mold halves and transfer heat into them. Platens are internally heated using electric resistance elements, steam, or hot oil circulation. Electric heating is most common in modern machines due to its precise controllability and ease of maintenance. Steam heating offers fast heat-up rates but requires infrastructure and pressure management systems. The uniformity of temperature distribution across the platen surface is one of the most important quality indicators for a compression molding machine — temperature variation of more than ±3°C across the platen can cause uneven cure, resulting in parts with inconsistent hardness, density, and dimensional accuracy across the mold.
Control System
Modern rubber compression molding machines use PLC (programmable logic controller) based control systems with touchscreen HMI (human-machine interface) panels that allow operators to program and store cure recipes — combinations of temperature, pressure, and time settings for specific rubber compounds and part geometries. Advanced machines offer multi-stage pressure control, automatic mold breathing (controlled momentary pressure release to allow trapped air and volatiles to escape during cure), and integration with production monitoring and quality data systems. Entry-level machines may use simpler relay-based or analog timer and thermostat controls, which limit precision and traceability but reduce cost.
Key Process Parameters and How They Affect Part Quality
Rubber compression molding quality is governed by three interdependent process parameters: temperature, pressure, and time. Getting these right for a specific rubber compound and mold design is the foundation of consistent production.
| Parameter | Typical Range | Effect of Too Low | Effect of Too High |
| Temperature | 150°C – 200°C | Undercure; soft, weak parts | Overcure; brittleness, surface degradation |
| Pressure | 5 – 15 MPa cavity pressure | Incomplete fill; porosity; short shots | Excessive flash; mold damage |
| Cure Time | 2 – 20 minutes (compound dependent) | Undercure; tackiness; poor mechanical properties | Reversion (in NR); wasted cycle time |
The cure time is compound-specific and must be established through rheometer testing (using instruments such as an MDR — moving die rheometer) before production begins. The rheometer generates a cure curve that shows the optimum cure time (T90 — the time to reach 90% of maximum torque) for a given temperature. Running parts at T90 rather than over-curing reduces cycle time and energy consumption without compromising mechanical properties. Many production facilities store rheometer cure data alongside their PLC cure recipes to maintain traceability and enable rapid recipe adjustment when raw material batches change.
Types of Rubber Compression Molding Machines
Rubber compression molding machines are available in several structural and operational configurations, each suited to different production scales and part requirements.
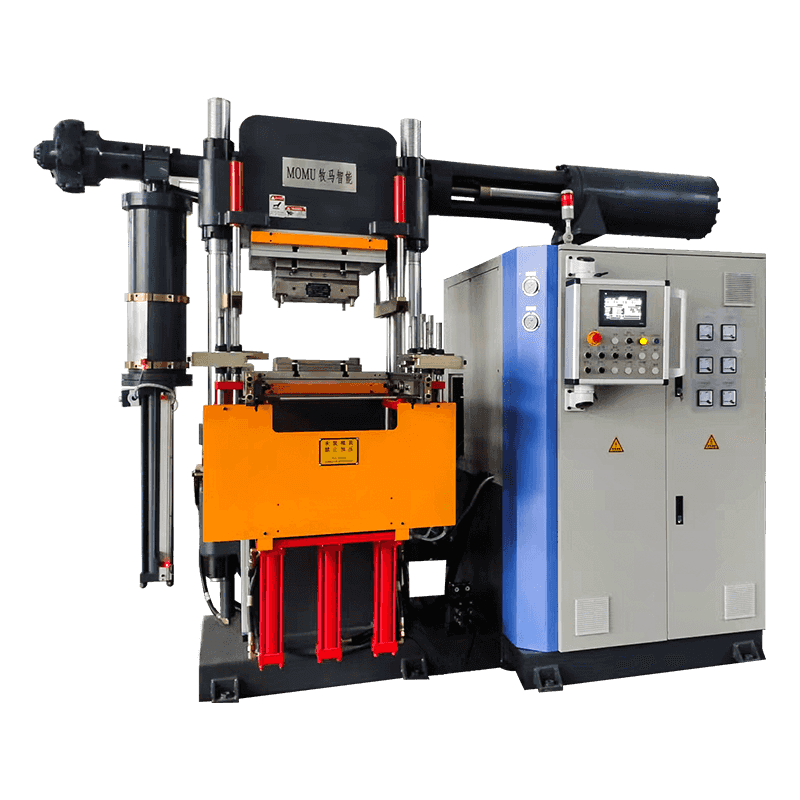
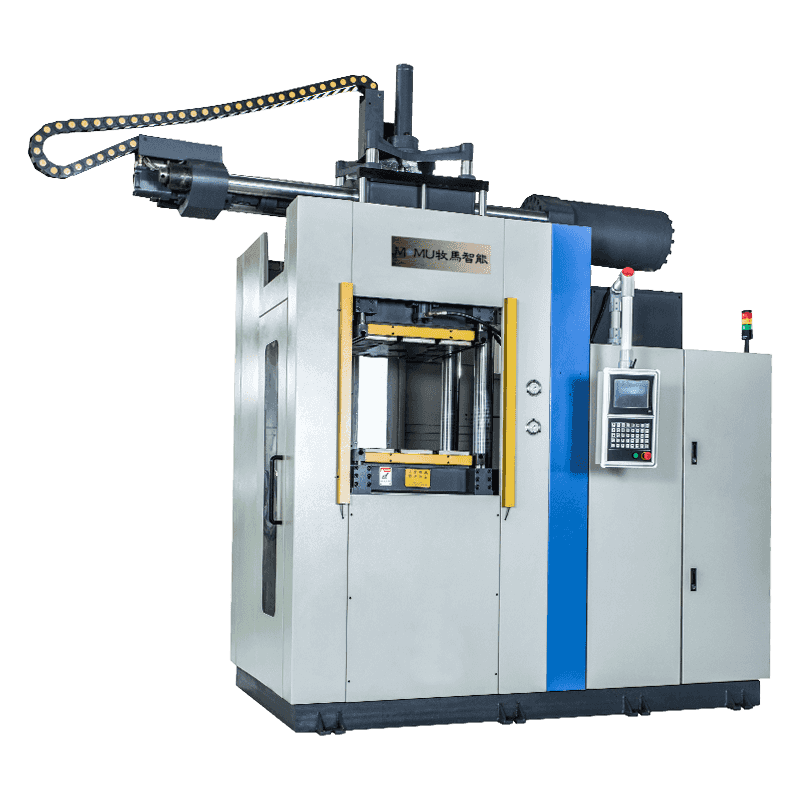
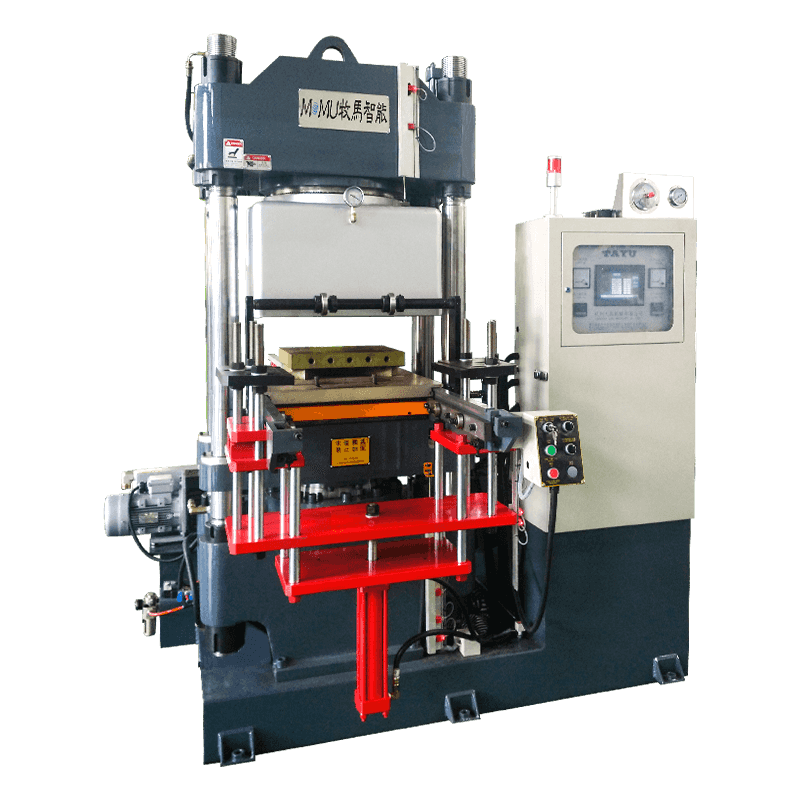
- Single-daylight press: The most common configuration, with one set of upper and lower platens that open and close in a single action. Simple to operate and maintain, and suitable for most standard rubber parts production. Available in sizes from bench-top laboratory models to large industrial presses.
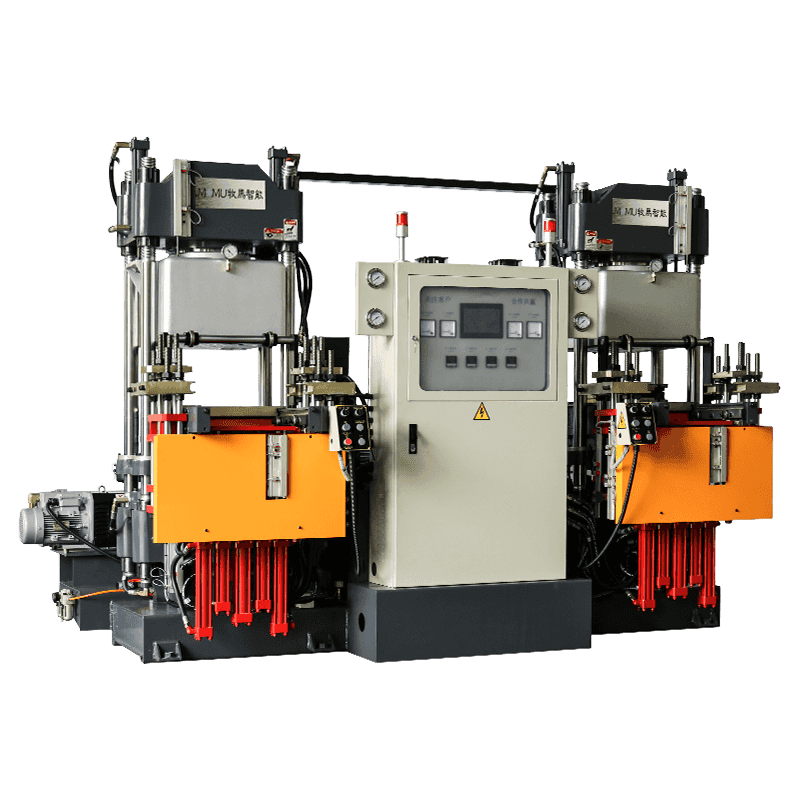
- Multi-daylight press: Features multiple mold opening levels (daylights) stacked vertically within a single press frame, allowing several molds to be cured simultaneously in a single press cycle. Significantly increases output per machine footprint and is widely used in high-volume gasket and seal production.
- Rotary table press: Uses a rotating carousel of mold stations that index through loading, pressing, and unloading positions. Enables continuous operation with reduced operator downtime between cycles, well suited to high-volume production of small to medium parts.
- Vacuum compression molding machine: Equipped with a vacuum chamber around the mold area, these machines evacuate air from the mold cavity before and during closure. This prevents air entrapment in the rubber, which is critical for silicone parts and other applications where porosity is unacceptable — such as medical devices, food contact seals, and high-performance diaphragms.
- Four-column hydraulic press: Uses four vertical guide columns around the platen area for precise parallelism during mold closure. Preferred for large or precision molds where platen deflection or misalignment would cause uneven flash, parting line mismatch, or dimensional variation across the mold.
Compression Molding vs. Transfer and Injection Molding for Rubber
Rubber manufacturers often face the decision of whether compression, transfer, or injection molding is the right process for a specific part. Each has clear advantages and limitations that should be evaluated against production volume, part complexity, material type, and tooling budget.
| Factor | Compression | Transfer | Injection |
| Tooling Cost | Low | Medium | High |
| Cycle Time | Longer | Medium | Shortest |
| Material Waste | Moderate (flash) | Moderate (pot/sprue) | Low |
| Part Complexity | Low to Medium | Medium | High |
| Insert Molding | Excellent | Good | Limited |
| Volume Suitability | Low to medium | Medium | High volume |
| Operator Skill Required | Moderate | Moderate | Higher |
Compression molding consistently wins on tooling cost and insert molding flexibility, which is why it remains the dominant process for prototype development, short production runs, and parts requiring metal or fabric bonding. For very high volume applications where labor cost per part becomes the dominant economic factor, injection molding's automated cycle and minimal flash trim requirement generally justifies its higher equipment and tooling investment.
What to Evaluate When Selecting a Rubber Compression Molding Machine
Selecting the right machine requires careful alignment between your product specifications, production volumes, rubber compounds, and operational environment. Buying underspecified equipment creates bottlenecks; over-specifying wastes capital. The following criteria should guide any serious evaluation:
- Clamping force: Calculate the required tonnage based on the projected cavity pressure (typically 7 to 12 MPa for most rubber compounds) multiplied by the total projected area of all cavities plus flash area in the mold. Always include a safety margin of at least 20% to accommodate variation between compounds and mold designs.
- Platen size: The platen must be large enough to accommodate your largest mold with clearance on all sides for clamping and thermal uniformity. Standard platen sizes range from 200 × 200 mm for small laboratory presses to 1,200 × 1,200 mm or larger for industrial production machines.
- Temperature uniformity: Request the manufacturer's platen temperature uniformity specification and verify it independently if possible. For precision silicone or medical-grade rubber parts, uniformity of ±2°C or better across the full platen surface is essential.
- Daylight opening: The maximum distance between open platens must accommodate your mold height plus clearance for part removal and loading. Insufficient daylight forces operators into awkward positions that slow cycle times and increase ergonomic risk.
- Control system sophistication: Evaluate whether PLC recipe storage, data logging, and remote monitoring capabilities align with your quality management and traceability requirements. Industries such as automotive (IATF 16949) and medical (ISO 13485) have specific process documentation expectations that simpler machines cannot support.
- After-sales support and spare parts availability: Hydraulic seals, heating elements, and control components wear over time. Confirm that the manufacturer or a local distributor maintains a spare parts inventory and can provide technical support within acceptable response times for your production environment.
Maintenance Practices That Extend Machine Life and Protect Part Quality
A rubber compression molding machine operating in production conditions is subject to continuous thermal cycling, hydraulic pressure stress, and rubber compound contamination. A disciplined maintenance routine is not optional — it is the difference between a machine that delivers consistent output for 20 years and one that generates defects and downtime within five.
- Daily: Clean platen surfaces and mold parting faces of flash and compound residue using appropriate release agent and non-abrasive tools. Inspect hydraulic fluid level and check for visible leaks around cylinder seals and fittings. Verify platen temperature readings against a calibrated thermocouple.
- Weekly: Check hydraulic fluid condition and filter status. Inspect guide columns and platen parallelism. Verify that all safety interlocks — including emergency stops, light curtains, and pressure relief valves — function correctly.
- Monthly: Calibrate temperature controllers and thermocouples against a traceable reference. Inspect heating element resistance to identify elements approaching end of life before they fail in production. Check hydraulic cylinder seals for signs of weeping.
- Annually: Full hydraulic fluid change and filter replacement. Platen flatness measurement and correction if necessary. Complete electrical system inspection including terminal tightness, insulation resistance, and PLC battery replacement.
A rubber compression molding machine is a long-term capital investment whose return depends on process discipline as much as machine quality. Matching the right machine specification to your product range, establishing precise process parameters for each compound, and maintaining the equipment to manufacturer standards are the three pillars of productive, cost-effective rubber compression molding. For manufacturers who get this combination right, compression molding remains one of the most reliable and economically efficient rubber forming processes available.