Content
- 1 How Is Silicone Made? The Chemistry Behind the Material
- 2 From Quartz to Silicon Metal: The First Production Stage
- 3 The Müller-Rochow Process: Building the Silicone Monomer
- 4 Compounding Silicone Rubber: From Base Polymer to Moldable Material
- 5 Types of Silicone Used in Injection Molding: HCR vs LSR
- 6 How a Silicone/Rubber Injection Molding Machine Works
- 7 Key Components of a Silicone/Rubber Injection Molding Machine
- 8 Mold Design Considerations Specific to Silicone Injection Molding
- 9 Industries and Applications Served by Silicone Injection Molding
How Is Silicone Made? The Chemistry Behind the Material
Silicone is a synthetic polymer whose backbone is built from alternating silicon and oxygen atoms — a structure known as a siloxane chain — rather than the carbon-to-carbon backbone found in organic plastics like polyethylene or polypropylene. This fundamental difference in molecular architecture is what gives silicone its extraordinary thermal stability, chemical inertness, flexibility across a wide temperature range, and resistance to UV degradation. Understanding how silicone is made from its raw elemental origins through to a finished elastomer helps engineers, product designers, and manufacturers appreciate why this material behaves the way it does and why it is processed differently from conventional thermoplastic resins.
The production of silicone begins with silicon — the second most abundant element in the Earth's crust, found primarily in the form of silicon dioxide (SiO₂), commonly known as quartz or silica sand. Crucially, silicon the element is chemically distinct from silicone the polymer. Silicon in its raw form is not naturally soft, flexible, or chemically stable under diverse conditions; it is a hard, brittle metalloid. Transforming it into the versatile silicone polymer used in medical devices, automotive seals, consumer goods, and industrial components requires a multi-stage chemical process that introduces carbon-based organic groups onto the silicon backbone, fundamentally altering its properties.

From Quartz to Silicon Metal: The First Production Stage
The first step in making silicone is the reduction of silicon dioxide to metallurgical-grade silicon metal. This is accomplished in large electric arc furnaces where quartzite (a high-purity form of quartz) is heated to temperatures exceeding 1,800°C in the presence of carbon-rich reducing agents such as coal, coke, and wood chips. The carbon reacts with the oxygen in silicon dioxide, releasing carbon dioxide and leaving behind liquid silicon metal with a purity of approximately 98–99%. This material is known as metallurgical-grade silicon (MG-Si) and serves as the critical raw material feedstock for silicone polymer production.
The molten silicon is cast into ingots, allowed to cool, and then crushed into powder or granules for further chemical processing. At this stage, the silicon is still far from being a polymer — it must undergo a sequence of chemical reactions that attach organic methyl groups to the silicon atoms, creating the organochlorosilane intermediates that serve as the building blocks of all commercial silicone products.
The Müller-Rochow Process: Building the Silicone Monomer
The industrial production of silicone monomers is dominated by the Müller-Rochow direct process, independently developed in the 1940s. In this process, powdered silicon metal is reacted with methyl chloride (CH₃Cl) gas in the presence of a copper catalyst at temperatures between 250°C and 350°C. This reaction produces a mixture of chlorosilane compounds, the most commercially important of which is dimethyldichlorosilane — (CH₃)₂SiCl₂. This molecule is the primary monomer from which the vast majority of commercial silicones are ultimately derived.
The chlorosilane mixture produced by the direct process is separated through fractional distillation into its individual components, each of which has a distinct reactivity and produces different silicone polymer structures when hydrolyzed. Dimethyldichlorosilane, when exposed to water, undergoes rapid hydrolysis — the chlorine atoms are replaced by hydroxyl groups — and the resulting silanol intermediates spontaneously condense with each other to form polydimethylsiloxane (PDMS) chains. Depending on the reaction conditions, chain length, and the specific mix of chlorosilane monomers used, the resulting polymer can be a low-viscosity fluid, a viscous gum, or a high-molecular-weight base polymer suitable for compounding into silicone rubber.
Compounding Silicone Rubber: From Base Polymer to Moldable Material
Raw polydimethylsiloxane polymer alone is not suitable for injection molding. It must be compounded with a range of additives that adjust its hardness, tensile strength, elongation, thermal resistance, color, and cure characteristics to match specific application requirements. This compounding stage is where the functional silicone rubber material used in injection molding machines is actually created, and it involves careful formulation by materials chemists who balance competing property requirements against processing constraints.
- Reinforcing fillers: Fumed silica is the most widely used reinforcing filler in silicone rubber compounds. Added at loadings of 20–50% by weight, fumed silica dramatically increases tensile strength and tear resistance by interacting with the polymer chains at the molecular scale. Without reinforcement, pure silicone polymer has very low mechanical strength.
- Crosslinking agents: To transform the linear or lightly branched silicone polymer into a three-dimensional elastomeric network, crosslinking agents must be incorporated. For high-consistency rubber (HCR) used in conventional injection molding, organic peroxides are the traditional crosslinker. For liquid silicone rubber (LSR), a platinum-catalyzed addition cure system is standard, offering faster cure cycles and excellent property consistency.
- Pigments and colorants: Silicone is naturally translucent and accepts pigmentation readily. Iron oxide, titanium dioxide, and organic pigments are incorporated during compounding to produce the full spectrum of colors required by consumer product and medical device manufacturers.
- Processing aids: Small additions of processing aids such as silicone oils or waxes improve the flow behavior of the compound during injection molding, reducing injection pressure requirements and improving mold filling in complex cavity geometries.
- Functional additives: Depending on the end application, additional agents may be incorporated — flame retardants for electrical insulation components, antimicrobial agents for medical and food-contact products, or thermal stabilizers for high-temperature service applications.
Types of Silicone Used in Injection Molding: HCR vs LSR
Two distinct forms of silicone rubber are processed in injection molding machines, and they differ significantly in their physical state, processing behavior, and the type of machine required to handle them. Choosing between high-consistency rubber (HCR) and liquid silicone rubber (LSR) is one of the most consequential material decisions in silicone product development, directly affecting part quality, cycle time, tooling design, and production economics.
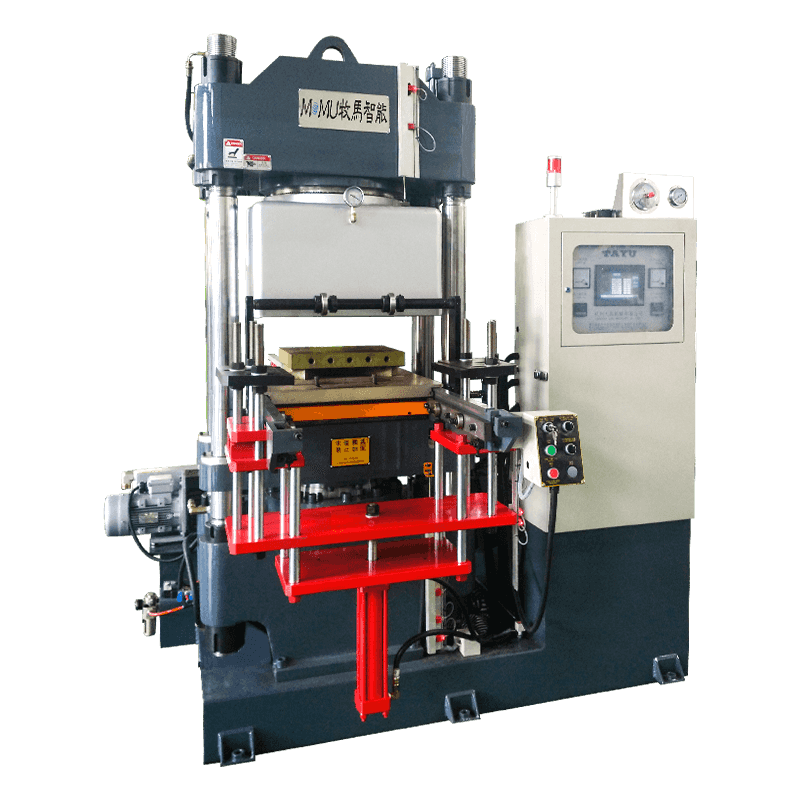
High-Consistency Rubber (HCR)
HCR is a solid, putty-like material at room temperature with a consistency similar to stiff bread dough. It has a high molecular weight — typically exceeding one million g/mol — and must be pre-heated and worked before it flows sufficiently to be injected into a mold cavity. HCR compounds are typically cured using organic peroxides at temperatures of 150–200°C, and post-curing at elevated temperatures is often required to fully develop mechanical properties and remove residual peroxide decomposition byproducts. HCR is well-established for producing seals, gaskets, tubing, and cable accessories, and it can be processed on modified rubber injection molding machines or compression molding presses.
Liquid Silicone Rubber (LSR)
LSR is a two-component pumpable liquid system supplied in separate drums — Component A contains the base polymer and platinum catalyst, while Component B contains the base polymer and crosslinker (typically a silicone hydride compound). The two components are metered in a precise 1:1 ratio, mixed in a static or dynamic mixer, and injected into a heated mold where the platinum-catalyzed addition cure reaction occurs rapidly, typically within 10–60 seconds at mold temperatures of 150–220°C. LSR produces no cure byproducts, requires no post-cure, and delivers exceptional part consistency with dimensional precision that is difficult to achieve with HCR. It is the preferred material for high-volume production of medical devices, infant care products, wearable technology components, and precision industrial seals.
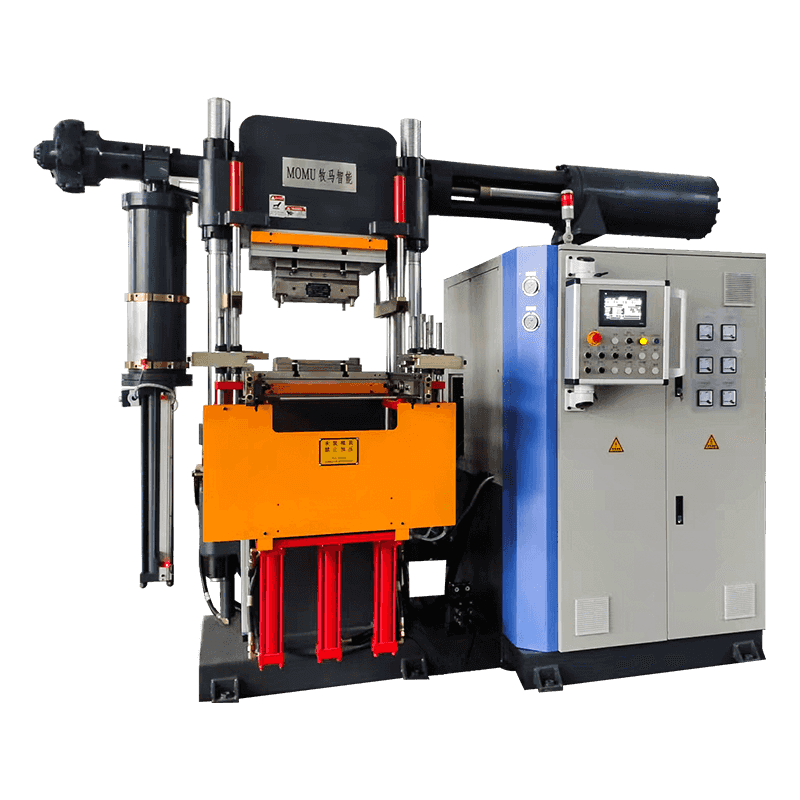
How a Silicone/Rubber Injection Molding Machine Works
A silicone or rubber injection molding machine differs fundamentally from a standard thermoplastic injection molding machine in several critical respects, driven by the thermoset nature of silicone and rubber — materials that cure irreversibly upon heating rather than softening when heated as thermoplastics do. In a thermoplastic machine, the barrel and screw are heated to melt the material, and the mold is cooled to solidify the part. In a silicone/rubber injection molding machine, the material must be kept cold throughout the injection system to prevent premature curing, while the mold is heated to trigger and complete vulcanization.
For LSR processing, the injection unit is equipped with a two-component metering and mixing system that draws from the two material drums using precision gear pumps, mixes them in correct ratio through a static mixer assembly, and delivers the blended material to a cold injection barrel. The barrel and screw assembly is cooled — typically with chilled water at 5–15°C — to maintain the LSR below its activation temperature during the injection cycle. When the material is injected into the heated mold (150–220°C), the dramatic temperature increase activates the platinum catalyst and the cure reaction proceeds to completion in seconds.
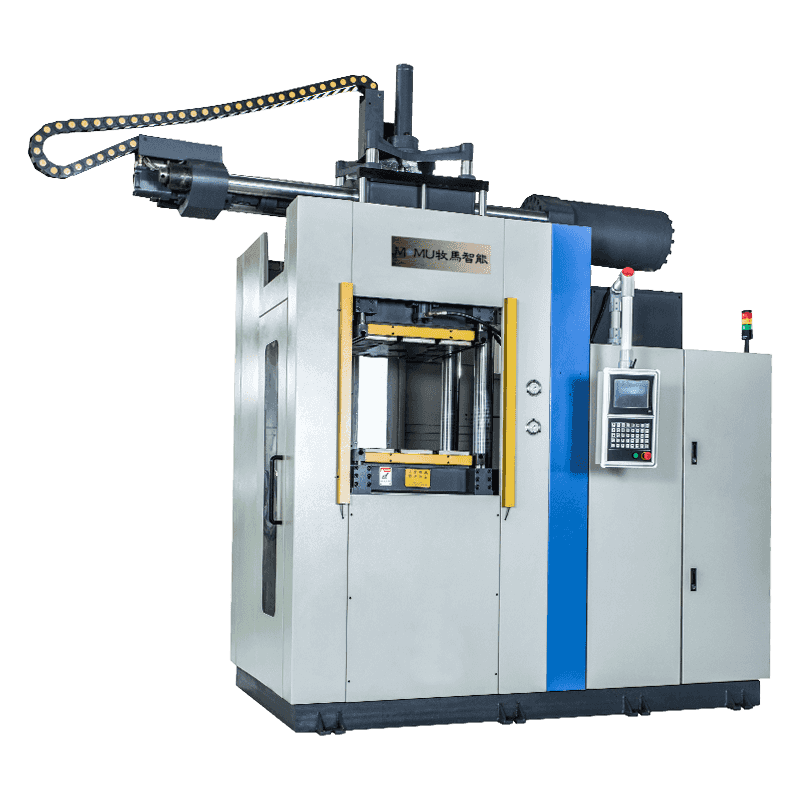
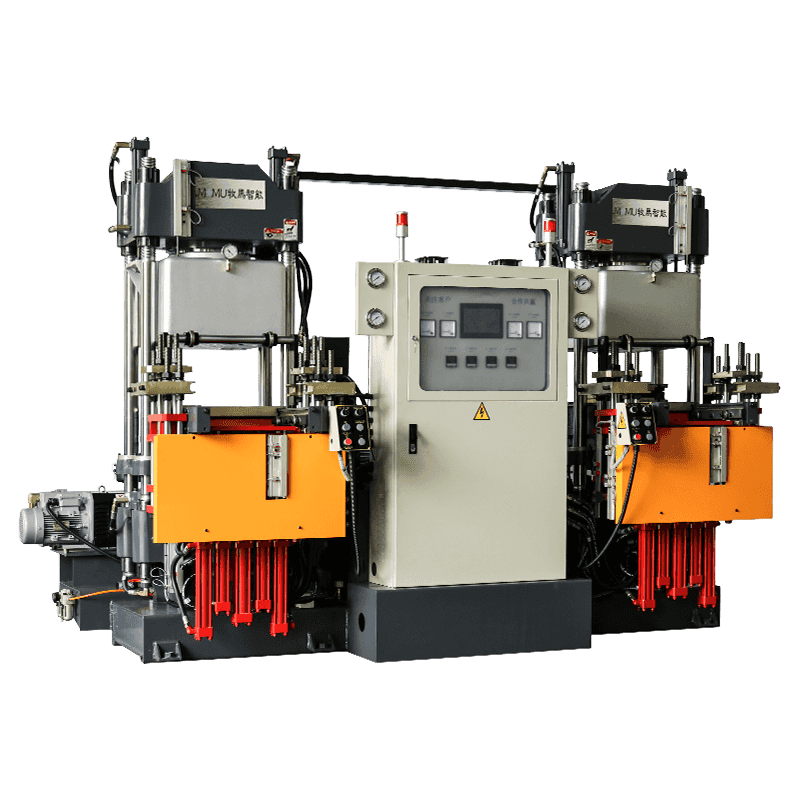
Key Components of a Silicone/Rubber Injection Molding Machine
| Component | Function | Key Specification |
| Two-Component Metering Unit | Accurately meters and pumps LSR components A and B | Ratio accuracy ±0.5% or better |
| Static/Dynamic Mixer | Homogeneously blends A and B components before injection | Mixing efficiency, low shear heating |
| Cold Injection Barrel and Screw | Conveys and injects material while preventing premature cure | Chilled water cooling, 5–15°C |
| Heated Clamping Unit and Mold | Holds mold closed under pressure and supplies cure heat | 150–220°C, clamping force per cavity |
| Cold Runner System | Delivers material to cavities without wasting cured sprue | Near-zero waste, thermally isolated |
| Control System (CNC/PLC) | Manages injection speed, pressure, temperature, and timing | Process repeatability, data logging |
Mold Design Considerations Specific to Silicone Injection Molding
Mold design for silicone injection molding requires careful attention to factors that differ significantly from thermoplastic tooling. Silicone's low viscosity in LSR form — often compared to heavy cream or pancake batter — means it will readily flow into the smallest gap between mold parting surfaces, producing flash that must be removed in post-processing. Flash-free or near-flash-free silicone molding requires extremely tight parting surface flatness tolerances, typically within 2–5 microns, and precision-ground tool steel with hardness above 48 HRC to maintain these tolerances over millions of cycles.
Venting is critical in silicone mold design because air trapped in cavity pockets cannot escape through the material as it does in some porous processes — trapped air produces voids, short shots, or surface defects. Venting channels as shallow as 3–8 microns are incorporated at the parting line and at the last-fill points of each cavity. Ejection system design must also account for the high flexibility and surface tack of cured silicone parts — demoulding without tearing or distorting thin-walled features typically requires careful draft angle design, surface texturing, or the use of anti-adhesion coatings such as PTFE or plasma surface treatments on cavity surfaces.
Industries and Applications Served by Silicone Injection Molding
The combination of silicone's exceptional material properties and the precision achievable through injection molding makes silicone/rubber injection molding machines central to production across a remarkably diverse range of industries. Each sector exploits a distinct subset of silicone's performance characteristics, and the ability to produce complex geometries with tight tolerances at high volumes makes injection molding the preferred production method in all of them.
- Medical and pharmaceutical: Silicone's biocompatibility, sterilizability, and chemical inertness make it the material of choice for catheter components, implantable device seals, surgical instrument grips, respiratory masks, and drug delivery valve membranes. LSR injection molding allows these parts to be produced to Class III medical device standards with full process validation and traceability.
- Automotive: Connector seals, grommet rings, spark plug boots, turbocharger hoses, and gaskets for under-hood applications rely on silicone's ability to maintain sealing performance at temperatures ranging from -60°C to over 200°C across the lifetime of the vehicle.
- Consumer electronics: Protective covers, button membranes, waterproofing seals for wearables, and earphone tips are injection molded from LSR in high-cavitation tools that produce millions of parts per year with consistent dimensional accuracy.
- Infant and juvenile products: Bottle nipples, pacifiers, teethers, and feeding spoon tips made from food-grade and FDA-compliant LSR compounds are produced in multi-cavity molds with strict hygienic manufacturing protocols.
- Industrial and energy: Electrical insulator sheds for high-voltage transmission equipment, pump diaphragms, check valves, and chemical processing seals exploit silicone's combination of electrical resistivity, UV stability, and chemical resistance in demanding outdoor and process environments.
From the quartzite ore fed into arc furnaces to the precision-molded silicone seal on a medical implant, the journey of silicone from raw material to finished product is one of industrial chemistry and precision engineering working in close coordination. The silicone/rubber injection molding machine sits at the center of this value chain — transforming a carefully formulated thermoset polymer into dimensionally accurate, high-performance components that are embedded invisibly but indispensably in the products that define modern life.