Content
- 1 What Is a Vacuum Rubber Vulcanizing Machine?
- 2 The Vulcanization Process: What Happens Inside the Machine
- 3 Core Components and Their Functions
- 4 Types of Vacuum Rubber Vulcanizing Machines
- 5 Advantages of Vacuum Vulcanizing Over Standard Pressing
- 6 Industries and Products That Rely on Vacuum Vulcanizing
- 7 Key Factors to Evaluate When Selecting a Machine
- 8 Maintenance Practices That Protect Machine Performance
What Is a Vacuum Rubber Vulcanizing Machine?
A vacuum rubber vulcanizing machine is a specialized industrial press that cures raw or uncured rubber compounds under a combination of controlled heat, pressure, and vacuum conditions. The term "vulcanizing" refers to the chemical cross-linking process that transforms soft, pliable rubber into a durable, elastic, and dimensionally stable material. In standard vulcanizing presses, heat and pressure alone drive the curing reaction. In vacuum vulcanizing machines, the addition of a sealed vacuum environment removes trapped air, moisture, and volatile gases from within the rubber mass before and during curing — resulting in a significantly denser, more uniform, and defect-free finished product.
The vacuum function is not simply an add-on feature; it fundamentally changes the quality outcomes achievable in rubber production. Air pockets and moisture inclusions are among the most common sources of porosity, blister formation, and structural weakness in vulcanized rubber parts. By evacuating the mold cavity to a vacuum level typically between -0.08 MPa and -0.1 MPa before the application of full molding pressure, the machine eliminates these defects at their source. The result is rubber products with superior surface finish, consistent internal density, and improved mechanical performance — characteristics that are critical in precision industries including automotive sealing, medical devices, aerospace components, and high-performance footwear soles.
The Vulcanization Process: What Happens Inside the Machine
Understanding the sequence of operations inside a vacuum rubber vulcanizing machine clarifies why vacuum integration improves output quality so substantially. The process unfolds in several distinct stages that the machine controls automatically through a programmable logic controller (PLC) or touch-screen interface.
The cycle begins with mold preparation and loading. The operator places the uncured rubber compound — in the form of pre-weighed blanks, sheets, or preforms — into the heated mold cavity. The mold closes partially, and the vacuum pump activates, drawing air and residual moisture out of the mold cavity through integrated vacuum channels. Once the target vacuum level is achieved and held for a set dwell time, typically 15 to 60 seconds, the press closes fully to apply molding pressure. The combination of heat conducted through the heated platens, the applied pressure, and the absence of trapped gases then drives the cross-linking reaction uniformly throughout the rubber mass. After the programmed cure time elapses — which varies from one to thirty minutes depending on rubber compound type and part thickness — the press opens, vacuum is released, and the cured part is demolded.
The precision of temperature control is equally important. Modern vacuum vulcanizing machines maintain platen temperatures within ±1°C to ±2°C across the entire mold surface using electric resistance heating elements or steam-heated platens, combined with embedded temperature sensors and closed-loop PID controllers. This uniformity ensures consistent cure throughout the product, eliminating the risk of under-cured centers or over-cured surfaces that can occur when temperature gradients exist across the mold.

Core Components and Their Functions
The performance of a vacuum rubber vulcanizing machine depends on the quality and integration of its key structural and functional components. Each element plays a defined role in achieving consistent, defect-free vulcanization.
Heated Platens
The platens are the flat, rigid plates between which the mold is compressed. In vacuum vulcanizing machines, platens are manufactured from high-grade steel with embedded heating elements or internal channels for steam circulation. Flatness tolerance is critical — a platen with uneven surface contact will produce non-uniform pressure distribution across the mold, leading to thickness variation and incomplete curing in low-pressure zones. Premium machines specify platen flatness within 0.05 mm across the working surface and use multi-point temperature sensing to detect and compensate for any thermal non-uniformity.
Vacuum System
The vacuum system consists of a vacuum pump — typically a rotary vane or dry screw type — connected to the mold cavity through a sealed circuit including vacuum lines, a vacuum buffer tank, solenoid valves, and vacuum gauges. The buffer tank stores pre-evacuated volume so that the mold cavity can be brought to the target vacuum level rapidly without overloading the pump. The vacuum sealing of the mold interface is achieved through peripheral gaskets or O-ring channels machined into the mold parting line. The integrity of this sealing system is fundamental — any leak reduces the achievable vacuum level and compromises the air-removal effectiveness.
Hydraulic or Mechanical Clamping System
The clamping force that holds the mold closed during vulcanization is generated either by a hydraulic cylinder system or, in smaller machines, by mechanical toggle mechanisms. Hydraulic systems offer more precise and programmable pressure control and are standard in production-grade vacuum vulcanizing machines. Clamping forces range from as low as 50 kN in laboratory or small-part machines to over 10,000 kN in large industrial presses for automotive or industrial rubber products. Accurate pressure control is essential because both under-pressure and over-pressure produce defective parts — flash, dimensional inaccuracy, or stress-induced cracking.
PLC Control System
Modern vacuum vulcanizing machines are equipped with programmable logic controllers and touchscreen human-machine interfaces (HMIs) that allow operators to store, recall, and monitor cure programs for different rubber compounds and mold configurations. A typical program stores target temperature, cure time, vacuum level, vacuum dwell time, and clamping pressure as a single recipe. The PLC monitors sensor feedback in real time and generates alarms for deviations, ensuring process traceability and consistent batch-to-batch quality.
Types of Vacuum Rubber Vulcanizing Machines
Vacuum rubber vulcanizing machines are available in several configurations, each suited to different production volumes, product geometries, and rubber types. Selecting the right machine type is as important as specifying the right process parameters.
| Machine Type | Configuration | Best Suited For |
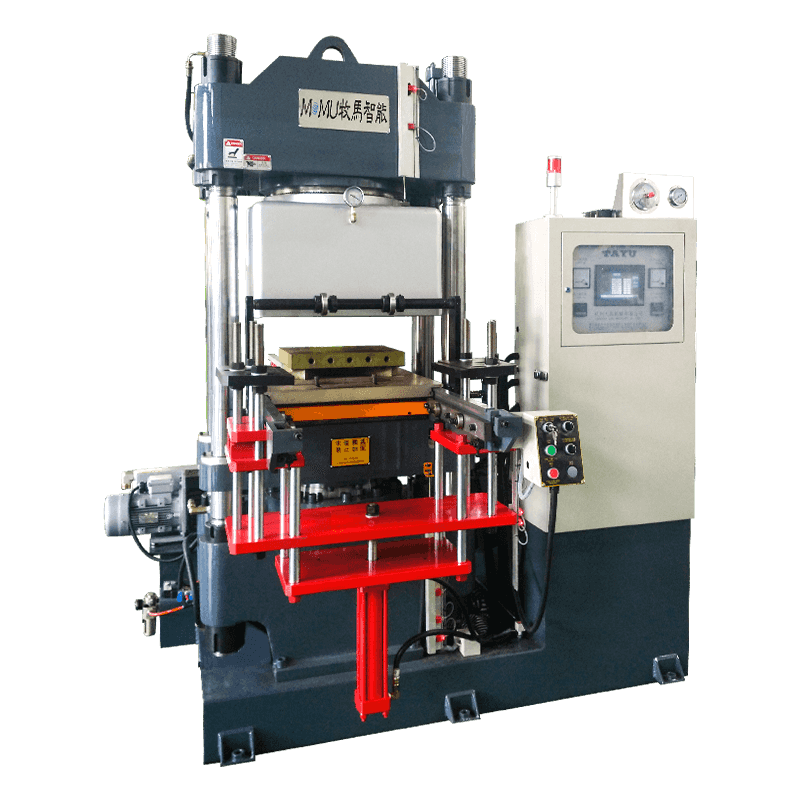
| Single-Daylight Flat Press | One mold opening between two platens | Small to medium flat rubber parts, seals, gaskets |
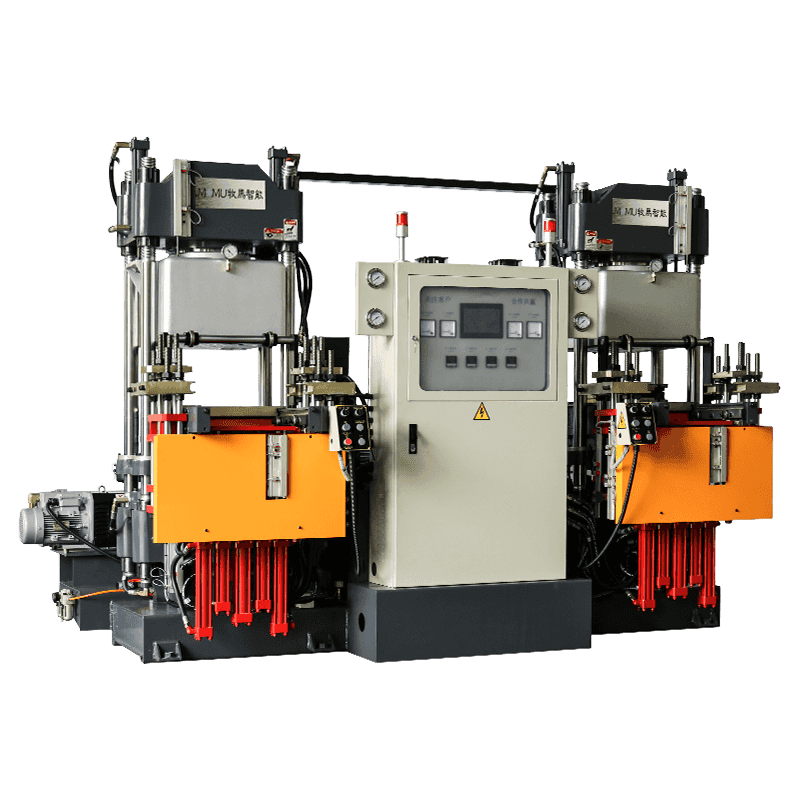
| Multi-Daylight Press | Multiple stacked mold openings on a single press | High-volume production of flat or thin rubber sheets |
| Rotary or Carousel Press | Rotating multi-station platform with fixed heat source | Footwear soles, continuous production environments |
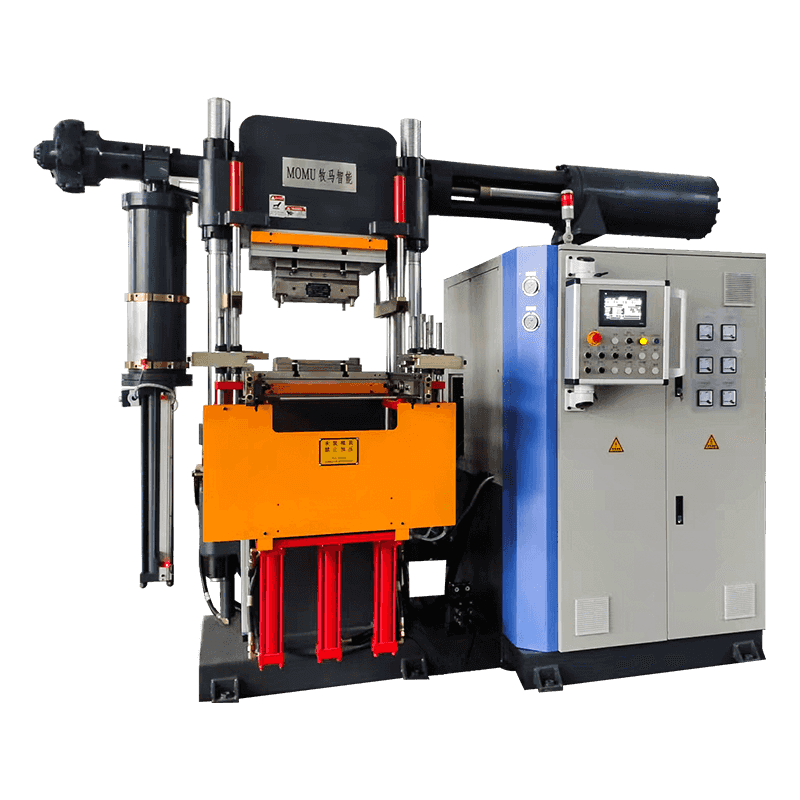
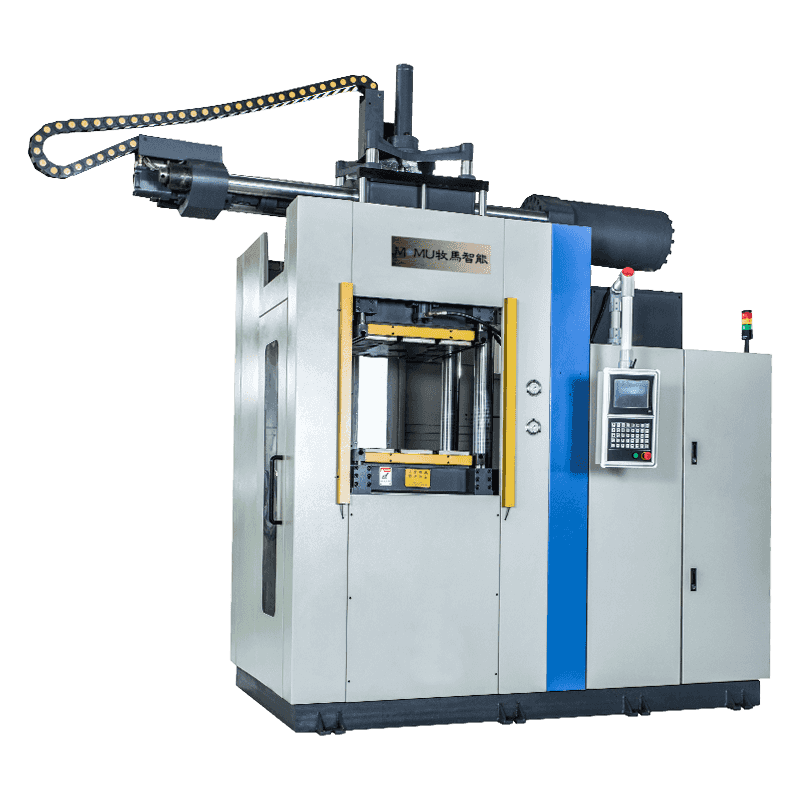
| Vertical Injection Press | Rubber injected under pressure into sealed mold | Complex 3D parts, overmolded components, technical rubber |
| Membrane Vacuum Press | Flexible silicone membrane creates vacuum and pressure | Rubber-bonded composites, curved or irregular substrates |
| Laboratory / Bench-Top Press | Compact single-daylight unit with vacuum capability | R&D, compound testing, small prototype runs |
Advantages of Vacuum Vulcanizing Over Standard Pressing
The investment in vacuum capability over a conventional rubber press is justified by measurable improvements across several quality and production metrics. These advantages become especially significant when producing precision parts with tight dimensional tolerances, complex geometries, or performance-critical mechanical properties.
- Elimination of porosity and voids: Removing air before curing prevents the formation of internal bubbles and surface pits that reduce the tensile strength, elongation, and sealing performance of rubber parts. This is particularly important for O-rings, diaphragms, and medical-grade rubber products where internal integrity is non-negotiable.
- Improved surface finish: Vacuum conditions allow the rubber compound to flow more completely into fine mold detail, producing sharper edges, cleaner text or logo embossing, and a smoother overall surface without trapped-air blemishes.
- More consistent mechanical properties: Uniform density throughout the cured part means consistent hardness, tensile strength, and compression set values across the entire batch — critical for parts used in sealing, vibration isolation, or load-bearing applications.
- Reduced scrap and rework rates: Defects caught at inspection require either rework or scrapping of the entire part. Vacuum vulcanizing substantially reduces the incidence of blister, porosity, and short-shot defects, lowering scrap rates and their associated material and labor costs.
- Compatibility with moisture-sensitive compounds: Some specialty rubber formulations, particularly silicone rubbers and certain EPDM compounds, are especially prone to surface blistering caused by residual moisture. Vacuum processing reliably eliminates this failure mode without requiring additional drying steps.
- Better bonding in rubber-to-metal and rubber-to-fabric assemblies: When rubber is vulcanized directly onto metal inserts or fabric substrates, trapped air at the interface prevents full adhesion. Vacuum evacuation before pressing ensures intimate contact between the rubber and substrate, producing stronger and more reliable bonds.
Industries and Products That Rely on Vacuum Vulcanizing
Vacuum rubber vulcanizing machines serve a broad range of industries where rubber product quality directly affects safety, reliability, or regulatory compliance. The following sectors represent the most significant areas of application.
Automotive Sealing and Gaskets
Automotive rubber components including door seals, window channel seals, engine gaskets, and brake system diaphragms are produced with vacuum vulcanizing to ensure dimensional consistency and the absence of internal voids that could lead to leakage or premature failure. The automotive industry's zero-defect quality philosophy makes vacuum processing effectively mandatory for safety-critical sealing components supplied to major OEMs.
Medical and Pharmaceutical Applications
Medical-grade silicone and rubber components — including syringe plungers, valve membranes, respiratory masks, and tubing — must meet stringent purity and structural integrity standards. Vacuum vulcanizing eliminates contamination risks associated with trapped air while ensuring the surface smoothness and dimensional accuracy required for biocompatible products. Many medical device standards implicitly require vacuum processing as part of good manufacturing practice for molded rubber parts.
Footwear Sole Manufacturing
In the footwear industry, vacuum vulcanizing presses are used to produce rubber outsoles with sharp tread definition, consistent density, and strong adhesion to upper materials. The vacuum function is particularly valuable when molding thick-profile outsoles where air entrapment in deep tread cavities is a persistent challenge in conventional pressing. Carousel-type vacuum vulcanizing presses are widely used in high-volume footwear factories across Asia for this application.
Aerospace and Defense Seals
Rubber seals and O-rings used in aerospace hydraulic systems, fuel systems, and environmental controls must meet extremely tight tolerances on hardness, compression set, and internal uniformity. Vacuum vulcanizing is standard practice for these components because the consequences of in-service seal failure are severe. Aerospace-grade rubber specifications often explicitly mandate vacuum molding as part of the approved manufacturing process.
Key Factors to Evaluate When Selecting a Machine
Choosing the right vacuum rubber vulcanizing machine for a specific production application requires a systematic assessment of process requirements, production volumes, and long-term operational considerations. Prioritizing the lowest purchase price without evaluating total cost of ownership often leads to recurring quality problems and higher lifecycle costs.
- Platen size and daylight opening: The working platen dimensions must accommodate the largest mold you intend to run, with adequate margin. The daylight opening — the maximum gap between open platens — must be sufficient for the mold height plus part removal clearance.
- Maximum clamping force: Calculate the clamping force required by multiplying the projected area of your mold cavity by the required molding pressure (typically 5 to 20 MPa depending on rubber compound and part geometry). The machine's rated tonnage must comfortably exceed this figure.
- Achievable vacuum level and pump capacity: Confirm the machine can reach -0.095 MPa or better and that the vacuum pump capacity is matched to the mold cavity volume so the target vacuum level is achieved within an acceptable dwell time.
- Temperature range and uniformity specification: Verify the maximum operating temperature covers your rubber compound's cure temperature, and request documented platen temperature uniformity data — ideally ±2°C or better across the full platen surface.
- Control system and data logging: For quality-critical production, prioritize machines with full process data logging, recipe management, and alarm history recording. These capabilities support ISO and industry-specific quality system requirements and simplify root-cause analysis when defects occur.
- After-sales support and spare parts availability: Vacuum systems, hydraulic components, and heating elements all require periodic maintenance and eventual replacement. Confirm that the manufacturer or their local agent can supply critical spare parts promptly, and review the warranty terms and availability of on-site service engineers before committing to a supplier.
Maintenance Practices That Protect Machine Performance
A vacuum rubber vulcanizing machine that is well-maintained delivers consistent quality and extended service life. Neglecting routine maintenance on vacuum and hydraulic systems in particular leads to gradual performance degradation that is often misdiagnosed as a process or material problem rather than a machine issue.
- Check and replace vacuum pump oil at the manufacturer-specified intervals — typically every 500 to 1,000 operating hours — as oil contamination significantly reduces pump efficiency and achievable vacuum level.
- Inspect mold sealing gaskets and O-rings before each production run and replace immediately when wear, compression set, or damage is detected, as even minor seal leakage prevents the target vacuum level from being reached.
- Verify platen temperature uniformity periodically using a calibrated multi-point thermocouple measurement, and recalibrate the PID temperature controllers if deviations exceed specification.
- Monitor hydraulic oil condition and filter status, replacing filters and fluid according to the maintenance schedule to prevent valve wear and cylinder leakage that can cause clamping force inconsistency.
- Keep platen surfaces clean and free from rubber flash buildup, as accumulated residue creates uneven contact with molds and causes localized pressure and temperature variations that degrade part quality.