Content
- 1 Understanding the Fundamental Differences Between Rubber and Plastic Molding
- 2 Material Properties Comparison and Performance Characteristics
- 3 Manufacturing Process Considerations and Cycle Times
- 4 Cost Analysis: Material, Tooling, and Production Economics
- 5 Application-Specific Advantages of Rubber Molding
- 6 Application-Specific Advantages of Plastic Molding
- 7 Hybrid Solutions and Multi-Material Molding
- 8 Environmental and Sustainability Considerations
- 9 Making the Right Material Selection Decision
Understanding the Fundamental Differences Between Rubber and Plastic Molding
The question of whether rubber is better than plastic for injection molding cannot be answered with a simple yes or no, as these materials serve fundamentally different purposes and excel in distinct application environments. Rubber injection molding processes thermoset elastomers that undergo irreversible chemical crosslinking during the molding cycle, creating finished parts with elastic properties, high resilience, and the ability to return to their original shape after deformation. Plastic injection molding typically works with thermoplastic polymers that soften when heated and solidify upon cooling without chemical change, allowing remelting and recycling but generally lacking the elastic recovery characteristics of rubber. The manufacturing processes themselves differ significantly—rubber molding requires vulcanization at elevated temperatures and pressures to achieve crosslinking, while plastic molding involves melting, injecting, and cooling thermoplastic material in relatively shorter cycle times.
Material selection between rubber and plastic depends entirely on the specific performance requirements of the intended application rather than one material being universally superior. Rubber excels in applications demanding flexibility, compression set resistance, vibration damping, sealing capabilities, and resilience across wide temperature ranges. Plastic dominates applications requiring rigid structural components, precise dimensional tolerances, lower material costs, faster production cycles, and ease of secondary operations like welding or bonding. Understanding these fundamental distinctions is essential before evaluating which material and process better serves specific manufacturing objectives, as attempting to substitute one for the other without considering functional requirements typically leads to performance failures or unnecessarily expensive solutions.
Material Properties Comparison and Performance Characteristics
Rubber materials used in injection molding include natural rubber, silicone rubber, nitrile rubber (NBR), ethylene propylene diene monomer (EPDM), fluorocarbon rubber (FKM), and numerous specialized elastomer compounds formulated for specific performance requirements. These materials exhibit exceptional elongation capabilities typically ranging from 100% to over 800%, allowing them to stretch significantly and return to original dimensions without permanent deformation. The durometer hardness of molded rubber components spans from very soft Shore A 20 suitable for cushioning applications to harder Shore A 90 or even Shore D ranges for structural elastomeric parts. Temperature resistance varies dramatically by rubber type, with silicone maintaining flexibility from -60°C to +230°C, while specialized fluorocarbon rubbers function reliably up to 300°C in demanding chemical environments.
Plastic materials for injection molding encompass an enormous range including commodity polymers like polyethylene (PE), polypropylene (PP), and polystyrene (PS), engineering plastics such as acrylonitrile butadiene styrene (ABS), polycarbonate (PC), and nylon (PA), plus high-performance materials including polyetheretherketone (PEEK) and liquid crystal polymers (LCP). These materials typically offer superior dimensional stability, higher modulus and stiffness, better chemical resistance to certain solvents and fuels, and the ability to achieve tight tolerances as fine as ±0.05mm in precision molding. However, plastics generally exhibit limited elongation before breaking, typically less than 50% even for flexible grades, and lack the elastic recovery that characterizes rubber materials. The tensile strength of engineering plastics often exceeds that of rubber compounds, making plastic the preferred choice for load-bearing structural components.
| Property | Rubber (Elastomers) | Plastic (Thermoplastics) |
| Elongation at Break | 100% - 800% | 10% - 50% |
| Elastic Recovery | Excellent, returns to shape | Limited to none |
| Hardness Range | Shore A 20-90, Shore D | Shore D 50-85, Rockwell |
| Temperature Range | -60°C to +300°C (varies) | -40°C to +200°C (varies) |
| Compression Set | Resistant, maintains seal | Prone to permanent deformation |
| Vibration Damping | Excellent absorption | Poor, transmits vibration |
| Recyclability | Limited, thermoset chemistry | Excellent, can remelt |
Manufacturing Process Considerations and Cycle Times
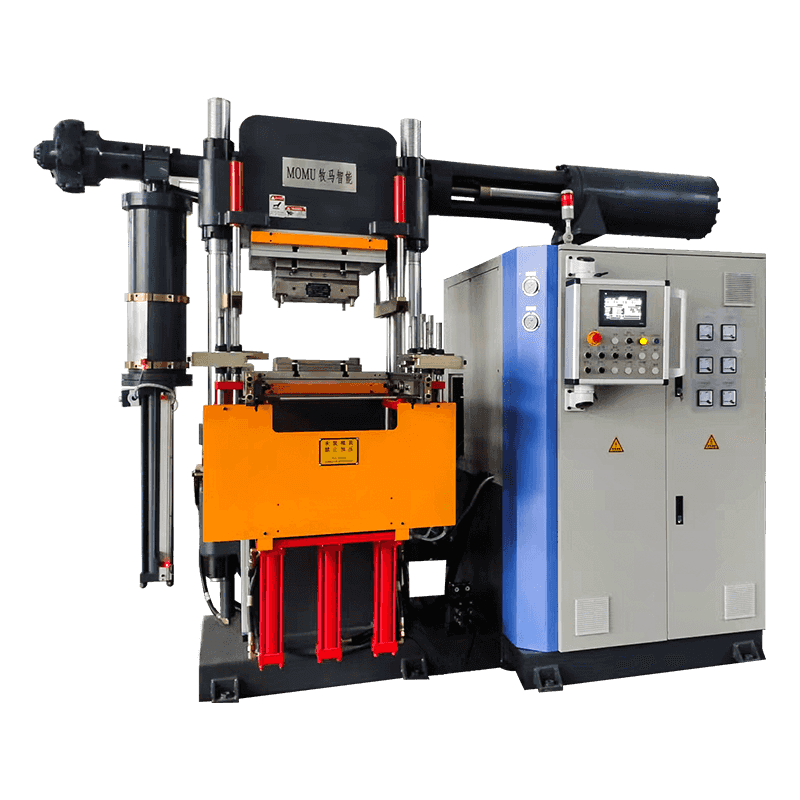
Rubber injection molding machines operate differently from plastic injection molding equipment, reflecting the distinct material behaviors and processing requirements. Rubber injection molding systems feature heated barrels that maintain the uncured rubber compound in a plastic state without initiating premature vulcanization, typically operating at temperatures between 70°C and 100°C. The injection unit feeds the compound into heated mold cavities maintained at vulcanization temperatures ranging from 140°C to 200°C depending on the rubber formulation. The curing cycle requires the material to remain under heat and pressure for sufficient time to complete crosslinking reactions, typically 1-5 minutes depending on part thickness and rubber chemistry. This cure time represents a significant portion of the total cycle, contrasting with plastic molding where cooling dominates cycle time.
Plastic injection molding machines melt thermoplastic pellets or granules at temperatures specific to each polymer type, ranging from 180°C for polyethylene to over 400°C for high-performance materials like PEEK. The molten plastic injects into relatively cool molds operating at 20°C to 120°C, with the temperature differential driving rapid solidification. Cycle times for plastic parts are generally shorter than rubber molding, often completing in 15-90 seconds for typical components, as no chemical curing is required and cooling occurs through simple heat transfer. However, thick-walled plastic parts can require extended cooling times to prevent warping or sink marks, while thin-walled rubber parts may cure quickly if mold temperatures and cure systems are optimized. The fundamental difference remains that rubber molding is a chemical process requiring time for crosslinking completion, while plastic molding is a physical process controlled primarily by heat transfer rates.
Cost Analysis: Material, Tooling, and Production Economics
Material costs for rubber compounds typically exceed those of commodity thermoplastics, with basic rubber formulations starting around $3-8 per kilogram compared to $1-3 per kilogram for polyethylene or polypropylene. Specialty rubber compounds incorporating specific performance additives, reinforcing fillers, or premium base polymers like silicone or fluorocarbon can reach $15-50 per kilogram or higher. Engineering thermoplastics occupy a middle ground at $3-10 per kilogram for materials like ABS, nylon, or polycarbonate, while high-performance plastics approach or exceed rubber pricing at $20-100+ per kilogram for materials like PEEK or PPS. These raw material cost differences significantly impact part economics, particularly for high-volume production where material costs dominate total manufacturing expenses.

Tooling costs for rubber injection molds are generally comparable to or slightly higher than plastic injection molds of similar complexity, with both requiring hardened steel construction for production volumes. Simple single-cavity rubber molds may cost $5,000-15,000, while complex multi-cavity production tools reach $50,000-200,000+ depending on part geometry, cavity count, and precision requirements. The higher mold temperatures in rubber molding necessitate robust cooling channel design and potentially exotic alloys for chemical compatibility with aggressive cure systems, adding cost compared to plastic molds. However, the longer cycle times in rubber molding mean fewer cycles over the mold lifetime for equivalent production volumes, potentially offsetting initial tooling premiums. Production economics favor plastic molding for high-volume applications where short cycle times maximize machine utilization, while rubber molding proves cost-effective when material properties justify the process despite longer cycles and higher material costs.
Application-Specific Advantages of Rubber Molding
Sealing applications represent perhaps the strongest case for rubber over plastic, as elastomeric materials excel at maintaining effective seals under compression, accommodating surface irregularities, and recovering shape after repeated compression cycles. O-rings, gaskets, shaft seals, and valve components molded from rubber compounds provide reliable sealing across pressure differentials, temperature extremes, and exposure to oils, fuels, or chemicals that would compromise rigid plastic seals. The compression set resistance of properly formulated rubber ensures seals maintain contact force over years of service, while plastic materials would exhibit permanent deformation leading to seal failure. Automotive, aerospace, and industrial equipment rely extensively on rubber seals precisely because plastic alternatives cannot match their sealing performance.
- Vibration isolation mounts and dampers utilize rubber's ability to absorb mechanical energy, protecting sensitive equipment from shock and vibration that rigid plastic components would transmit
- Flexible couplings and drive components leverage rubber's torsional flexibility and shock absorption to protect mechanical systems from overload damage
- Medical devices requiring skin contact or internal use benefit from silicone rubber's biocompatibility, sterilization resistance, and comfortable tactile properties impossible with most plastics
- Electrical insulation applications in harsh environments utilize rubber's combination of dielectric properties, flexibility, and resistance to oils, ozone, and temperature extremes
- Footwear components including outsoles, midsoles, and comfort inserts depend on rubber's slip resistance, abrasion resistance, and cushioning properties unmatched by standard thermoplastics
Application-Specific Advantages of Plastic Molding
Structural components requiring dimensional stability, load-bearing capacity, and precise tolerances strongly favor plastic injection molding over rubber alternatives. Housings for consumer electronics, automotive interior trim components, appliance parts, and mechanical assemblies benefit from plastic's rigidity, surface finish capabilities, and ability to maintain tight dimensional tolerances through temperature variations and mechanical stress. Engineering plastics like glass-filled nylon or polycarbonate provide strength-to-weight ratios and impact resistance suitable for demanding structural applications where rubber's flexibility would represent a liability rather than an advantage. The ability to achieve complex geometries with fine details, living hinges, and integrated snap features makes plastic molding ideal for designs requiring assembly efficiency and part consolidation.
Economic considerations favor plastic molding for high-volume consumer products where cycle time directly impacts production capacity and per-part costs. The 20-60 second cycles typical of plastic molding enable annual production volumes in the millions from single molds, while rubber's longer cure times limit throughput unless multiple molds run simultaneously. Aesthetic flexibility gives plastic molding advantages in consumer-facing applications, with the ability to achieve glossy surfaces, incorporate in-mold decorating, employ transparent or translucent materials, and utilize wide color ranges through masterbatch additions. Post-molding operations including ultrasonic welding, heat staking, painting, and pad printing integrate more readily with plastic components than with rubber, which resists bonding and coating due to its low surface energy. Recycling at end-of-life strongly favors thermoplastics, as they can be reground and reprocessed, while thermoset rubber typically requires disposal or limited downcycling into lower-value applications.
Hybrid Solutions and Multi-Material Molding
Advancing injection molding technology has enabled hybrid solutions that combine rubber and plastic within single components, capturing advantages of both materials through multi-shot molding, overmolding, or insert molding processes. Two-shot molding machines can first inject a rigid plastic substrate providing structural integrity, then overmold rubber onto specific surfaces requiring soft-touch feel, sealing properties, or vibration damping. This approach produces superior products compared to single-material alternatives—toothbrushes with rubber grips on plastic handles, power tools with comfortable rubber overmolds on rigid plastic housings, and medical devices combining structural plastic bodies with soft silicone contact surfaces demonstrate the value of strategic material combination.
Insert molding places pre-formed components including metal inserts, electronic elements, or plastic substrate parts into the mold cavity before injecting rubber around them, creating integrated assemblies that would require complex assembly operations if produced as separate components. Automotive weatherstripping exemplifies this approach, with rigid plastic carriers overmolded with sealing rubber to create complete door seal systems installed as single units. The material interface between rubber and plastic requires careful attention to adhesion, with surface treatments, adhesion promoters, or mechanical interlocking features necessary to achieve durable bonds. These multi-material approaches eliminate the false dichotomy of rubber versus plastic, instead optimizing each material's contribution to overall component performance, though they require specialized molding equipment and process expertise beyond conventional single-material molding capabilities.
Environmental and Sustainability Considerations
Environmental impact analysis reveals distinct sustainability profiles for rubber versus plastic molding, with neither material holding universal environmental advantages. Thermoplastic molding offers superior end-of-life options through mechanical recycling, chemical recycling, or energy recovery, with established infrastructure supporting plastic recycling in many regions. Scrap material generated during startup, purging, or quality rejection can be reground and reincorporated into production, minimizing waste. However, plastic production typically derives from petroleum feedstocks, contributing to fossil fuel dependence and associated carbon emissions. Bio-based plastics from renewable resources address this concern but currently represent a small fraction of the market and may compromise certain performance characteristics.
Rubber molding presents recycling challenges due to the crosslinked thermoset chemistry that prevents remelting, though research into devulcanization technologies and rubber particle incorporation into new compounds shows promise for improving rubber recyclability. Natural rubber offers renewable resource advantages as a plant-derived material, though agricultural impacts and deforestation concerns temper these benefits. Synthetic rubbers derive from petroleum similar to plastics, sharing fossil fuel dependency issues. Product longevity considerations often favor rubber in applications requiring extended service life, as durable rubber seals, mounts, or components that function reliably for decades may have lower lifecycle environmental impact than plastic alternatives requiring more frequent replacement. Comprehensive sustainability assessment requires evaluating raw material sourcing, manufacturing energy consumption, product lifespan, and end-of-life management rather than simplistic material comparisons.
Making the Right Material Selection Decision
Selecting between rubber and plastic injection molding demands systematic evaluation of functional requirements, operating environment, performance priorities, and economic constraints specific to each application. Begin by listing critical performance requirements including mechanical properties needed (flexibility vs. rigidity), environmental exposures (temperature, chemicals, UV radiation), functional demands (sealing, structural support, electrical insulation), and aesthetic requirements (appearance, surface finish, color). Match these requirements against the characteristic strengths of rubber and plastic materials, recognizing that some applications clearly favor one material while others could potentially utilize either with appropriate material selection within each category.
Economic analysis should encompass total lifecycle costs rather than focusing solely on material price, incorporating tooling investment amortized over projected production volumes, manufacturing cycle times affecting capacity and labor costs, quality and warranty costs influenced by material performance, and end-of-life disposal or recycling expenses. Applications requiring properties unique to rubber—exceptional elongation, elastic recovery, compression set resistance, or extreme temperature flexibility—justify rubber's typically higher material costs and longer cycle times. Conversely, applications prioritizing dimensional stability, structural strength, rapid production, or recyclability generally achieve better economic and performance outcomes with plastic materials. Consultation with experienced molders specializing in both materials provides valuable insights into manufacturing feasibility, potential design optimizations, and realistic cost projections that support informed material selection decisions aligning technical requirements with business objectives.