Content
How a Rubber Injection Molding Machine Works
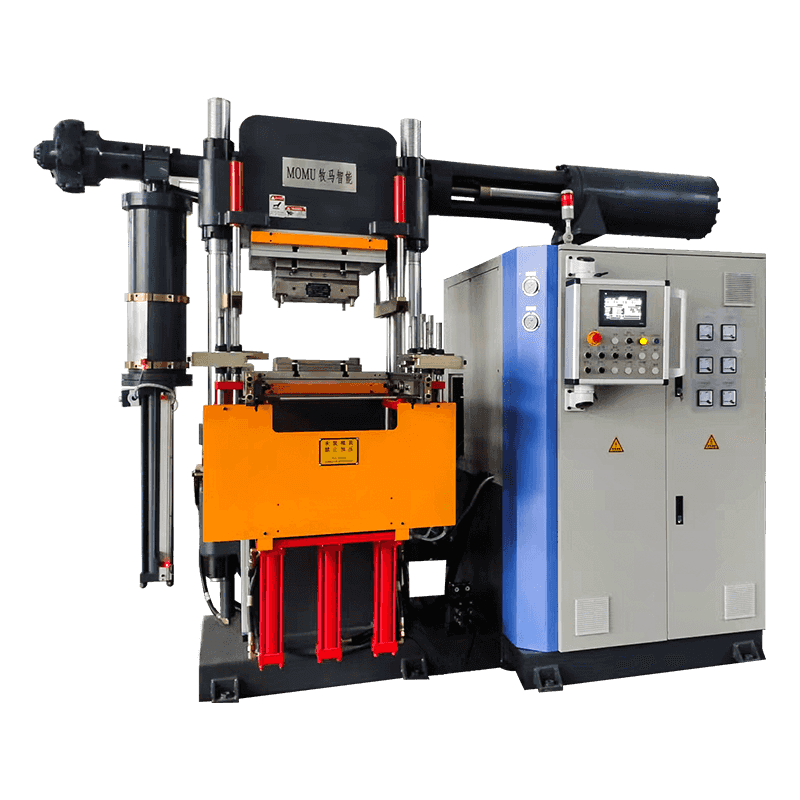
A rubber injection molding machine transforms raw rubber compound into finished parts by heating the material and forcing it under pressure into a closed mold cavity. Unlike compression molding, which places raw rubber directly into an open mold, injection molding pre-plasticizes the rubber in a heated barrel before injecting it through a nozzle into a sealed mold. This process allows for faster cycle times, tighter tolerances, and less material waste, making it especially suitable for high-volume production of technical rubber components.
The rubber compound is typically fed into the machine in strip or pellet form. A rotating screw or plunger moves the material through the barrel while heating elements bring it to the correct processing temperature. Once the rubber reaches an optimal viscosity, it is injected into the mold cavity where it cures under controlled heat and pressure before being ejected as a finished part.
Main Components of the Machine
Understanding each major component helps operators troubleshoot production issues and optimize settings for different rubber compounds and part geometries.
Essential Parts and Their Functions
- Injection unit: plasticizes and injects the rubber compound into the mold
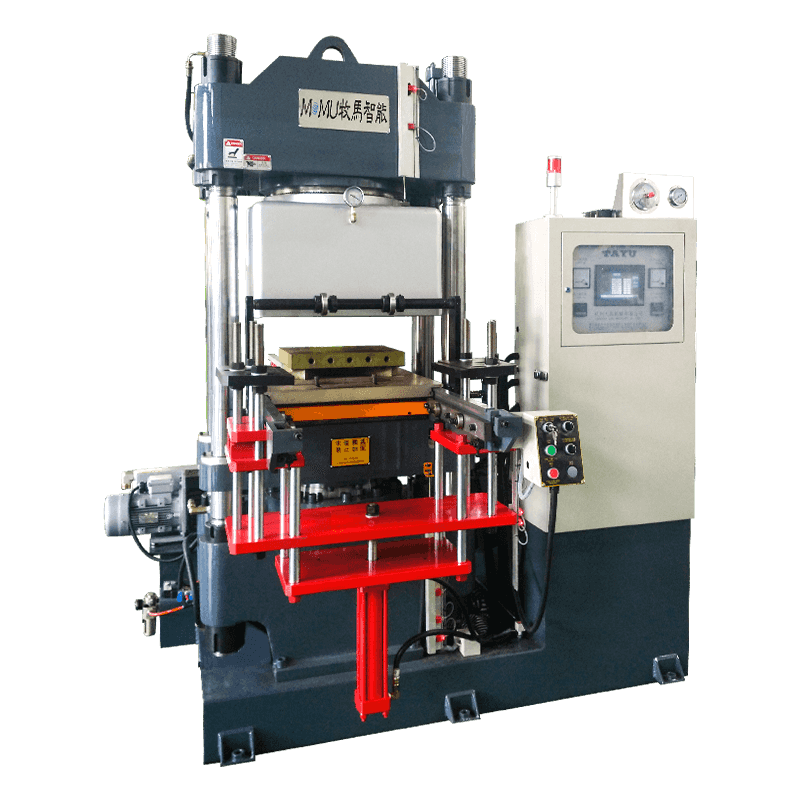
- Clamping unit: holds the mold halves together under high pressure during injection and curing
- Heating system: maintains precise barrel and mold temperatures for consistent curing
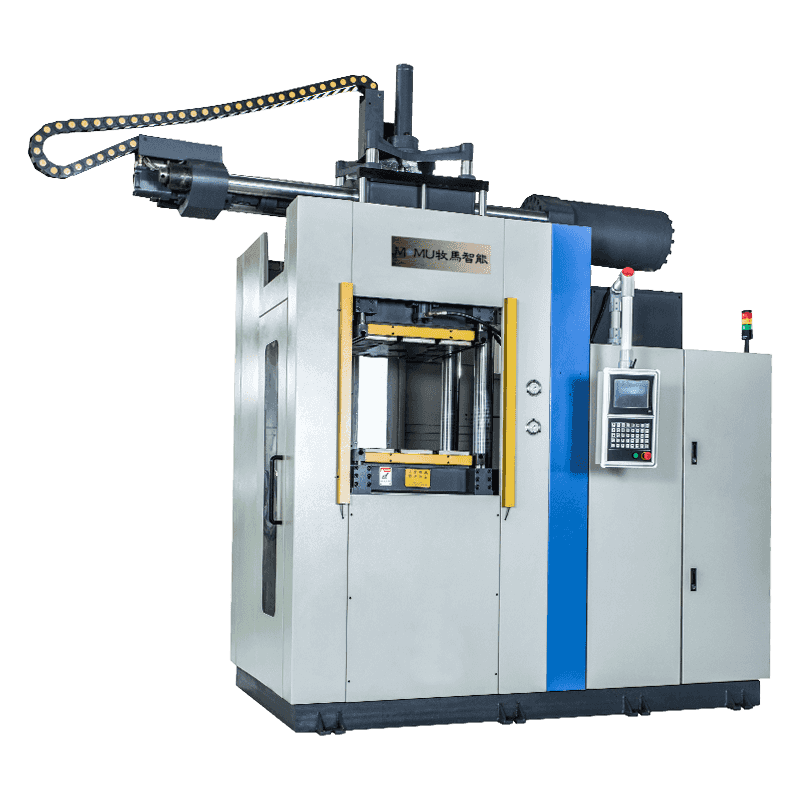
- Hydraulic or electric drive: powers screw rotation, injection, and clamping motion
- Control system: manages temperature, pressure, injection speed, and cycle timing
- Ejector system: releases the finished part from the mold after curing
Modern machines increasingly use electric drive systems instead of purely hydraulic ones, offering more precise control over injection speed and reducing energy consumption during idle periods between cycles.

Comparing Injection Molding to Other Rubber Molding Methods
Manufacturers choosing a molding process should weigh injection molding against compression and transfer molding, since each method offers distinct advantages depending on part complexity, production volume, and budget.
| Method | Cycle Time | Material Waste | Best For |
| Injection Molding | Fast | Low | High-volume, complex parts |
| Compression Molding | Slower | Higher | Simple shapes, low volume |
| Transfer Molding | Moderate | Moderate | Parts with metal inserts |
Injection molding generally proves more cost-effective at scale despite higher upfront tooling costs, since reduced cycle times and lower waste offset the initial investment over large production runs.
Common Applications Across Industries
Rubber injection molding machines produce a wide range of components used in automotive, medical, electrical, and consumer goods manufacturing. The process is particularly valued for parts requiring tight dimensional tolerances or consistent physical properties across large batches.
Typical Products Made Through Injection Molding
- Automotive seals, gaskets, and grommets
- Medical device components such as seals and stoppers
- Electrical connectors and insulating parts
- O-rings and industrial gaskets
- Consumer products like grips, seals, and protective covers
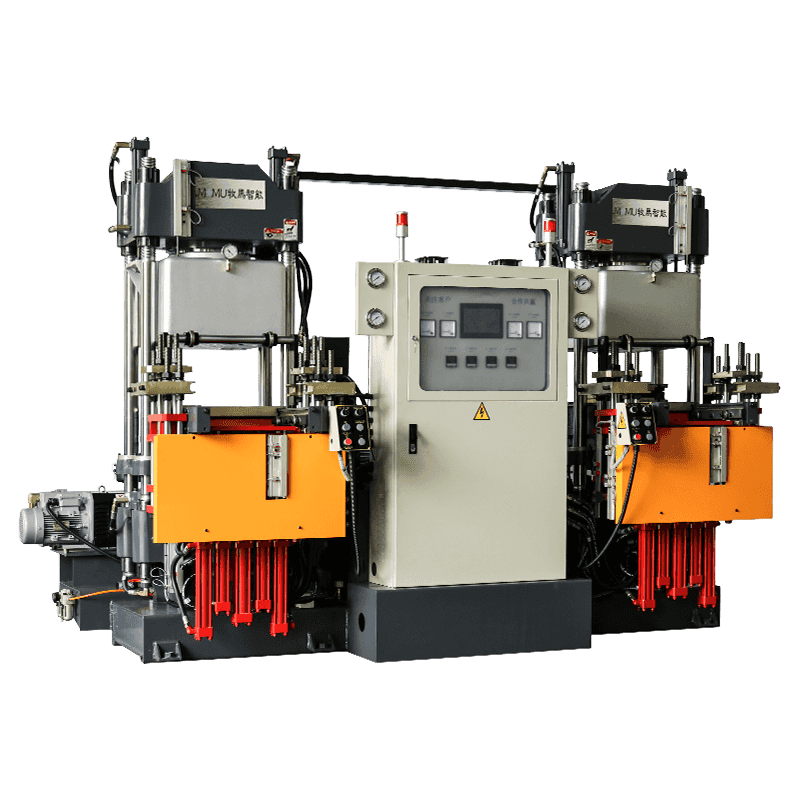
Because injection molding supports multi-cavity molds, manufacturers can produce dozens of identical parts in a single cycle, significantly increasing throughput compared to single-cavity compression molding setups.
Key Factors Affecting Molded Part Quality
Achieving consistent, defect-free rubber parts depends on carefully controlling several process variables throughout production. Small deviations in temperature or pressure can lead to defects such as flash, porosity, or incomplete curing.
Critical Process Variables to Monitor
Injection pressure and speed determine how completely the rubber fills the mold cavity before curing begins, with insufficient pressure often causing short shots or weak knit lines. Barrel and mold temperature must remain within the compound manufacturer's recommended range, since overheating can cause premature curing inside the barrel, known as scorching, while insufficient heat leads to incomplete cures and weaker mechanical properties.
Cure time also plays a significant role in part quality and production efficiency. Extending cure time beyond what is necessary reduces throughput without improving part performance, while cutting it too short risks under-cured parts that fail durability testing. Manufacturers typically run trial batches with varying cure times to identify the optimal balance between quality and cycle efficiency for each specific compound.
Maintenance Tips for Long-Term Machine Performance
Routine maintenance keeps a rubber injection molding machine operating efficiently and helps avoid unplanned downtime that can disrupt production schedules. Establishing a consistent maintenance routine also extends the service life of critical components like screws, barrels, and molds.
Daily tasks should include cleaning residual rubber from the nozzle and mold surfaces, since buildup can cause defects in subsequent parts and increase wear on mold cavities. Weekly checks should verify hydraulic fluid levels and inspect seals for leaks, as hydraulic system failures are among the most common causes of unexpected machine downtime.
Periodic inspection of heating elements and temperature sensors ensures accurate readings, since faulty sensors can silently cause quality issues long before they trigger a visible malfunction. Keeping detailed maintenance records also helps identify wear patterns over time, allowing plant managers to schedule part replacements proactively rather than reactively responding to breakdowns.