Content
- 1 Understanding the Core Technology Behind Insulators Injection Molding
- 2 Key Materials Processed in Insulators Injection Molding
- 3 Critical Machine Specifications and Selection Criteria
- 4 Optimizing Production Processes for Quality Insulators
- 5 Mold Design Considerations for Electrical Insulators
- 6 Quality Control and Testing Standards
- 7 Maintenance and Operational Best Practices
Insulators injection molding machines represent a critical advancement in the production of electrical components, particularly for manufacturing high-quality insulating materials used in power transmission, distribution systems, and various electrical applications. These specialized machines combine precision engineering with advanced polymer processing technology to create insulator components that meet stringent electrical safety standards and performance requirements. The evolution of these machines has transformed how manufacturers approach insulator production, enabling higher output volumes, improved consistency, and enhanced material properties that are essential for modern electrical infrastructure.
The global demand for reliable electrical insulators continues to grow as power grids expand and renewable energy systems proliferate. Injection molding technology has emerged as the preferred manufacturing method due to its ability to produce complex geometries with excellent dimensional accuracy while maintaining the critical dielectric properties required for electrical insulation. Understanding the capabilities, selection criteria, and operational considerations of these machines is essential for manufacturers seeking to optimize their production processes and deliver superior insulator products to the market.
Understanding the Core Technology Behind Insulators Injection Molding
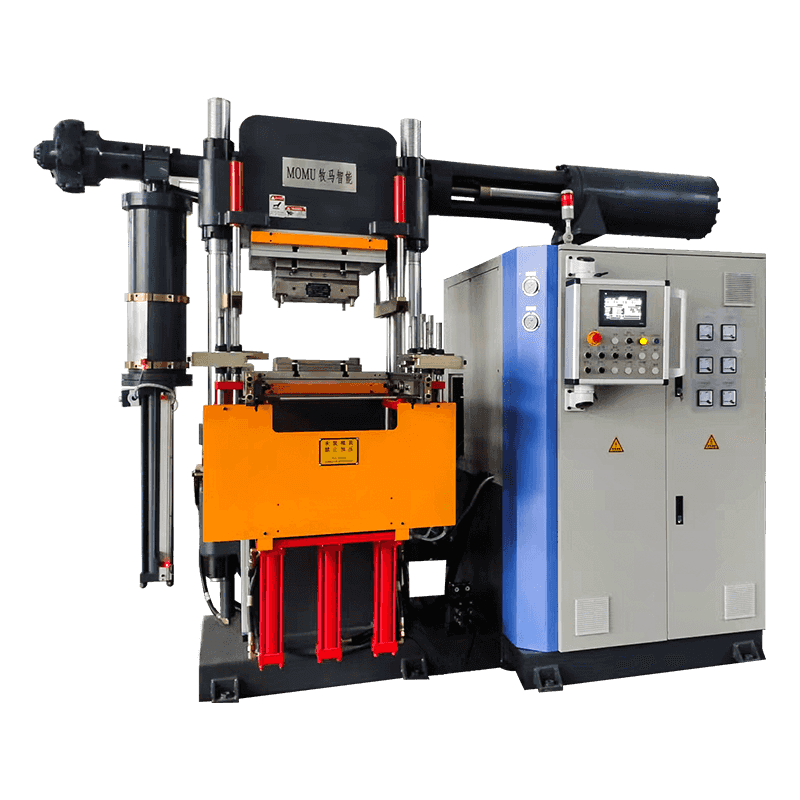
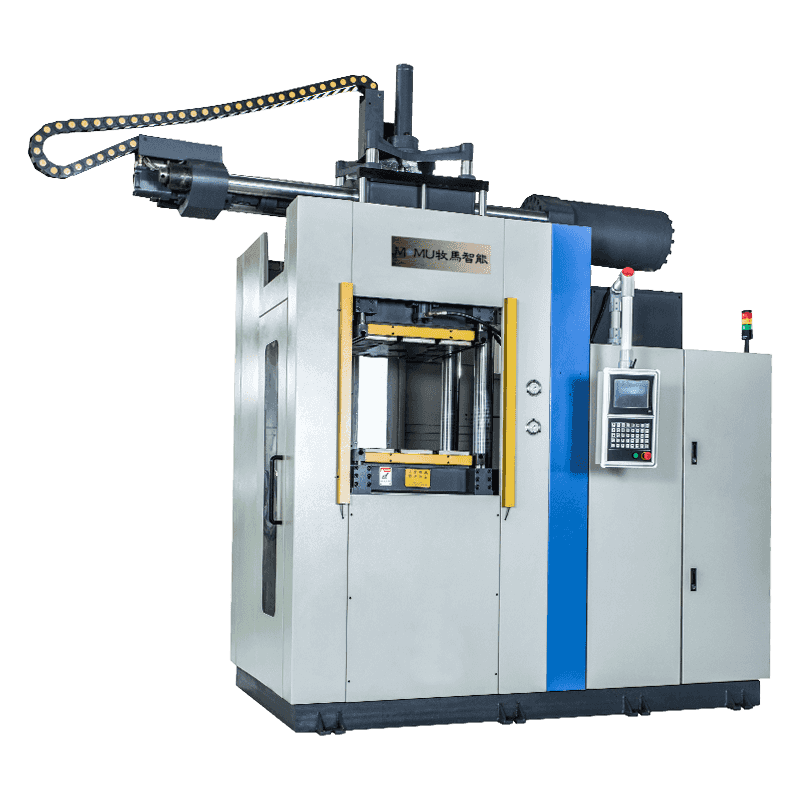
Insulators injection molding machines operate on fundamental principles adapted specifically for processing thermoplastic and thermosetting materials with excellent insulating properties. The process begins with raw polymer materials, typically epoxy resins, silicone rubber, polyethylene, or other specialized compounds, being fed into a heated barrel where they are melted and homogenized. The molten material is then injected under high pressure into precision-engineered molds that define the final shape and dimensions of the insulator component.
What distinguishes insulators injection molding machines from standard injection molding equipment is their specialized configuration for handling materials with specific electrical and thermal properties. These machines incorporate precise temperature control systems that maintain optimal processing conditions for insulating polymers, which often have narrow processing windows. The injection units are designed to handle materials with varying viscosities and may include features like vacuum degassing to eliminate air pockets that could compromise dielectric strength.
The clamping system in these machines must provide sufficient force to keep molds closed during injection while accommodating the thermal expansion characteristics of insulating materials. Modern machines typically feature servo-hydraulic or all-electric drive systems that offer precise control over injection speed, pressure, and holding time—parameters that directly influence the final product's electrical properties, mechanical strength, and surface finish.
Key Materials Processed in Insulators Injection Molding
The selection of appropriate insulating materials is fundamental to successful insulator production. Different applications require materials with specific electrical, mechanical, and environmental resistance properties. Understanding these materials helps manufacturers select the right machine configuration and processing parameters.
| Material Type | Primary Applications | Key Properties |
| Epoxy Resins | High-voltage insulators, bushings | Excellent dielectric strength, thermal stability |
| Silicone Rubber | Outdoor insulators, cable accessories | Weather resistance, hydrophobicity, flexibility |
| Polyethylene (PE) | Cable insulation, low-voltage components | Low dielectric loss, moisture resistance |
| BMC/DMC Compounds | Circuit breaker parts, switchgear | Arc resistance, dimensional stability |
Each material category requires specific machine configurations and processing parameters. Thermosetting materials like epoxy resins and BMC compounds demand machines with specialized screw designs and heating profiles to initiate and control the curing process within the mold. These materials cannot be remelted once cured, making process control critical to minimize waste and ensure consistent quality. Conversely, thermoplastic materials like polyethylene offer reprocessing flexibility but require precise cooling control to achieve optimal crystallinity and electrical properties.
Critical Machine Specifications and Selection Criteria
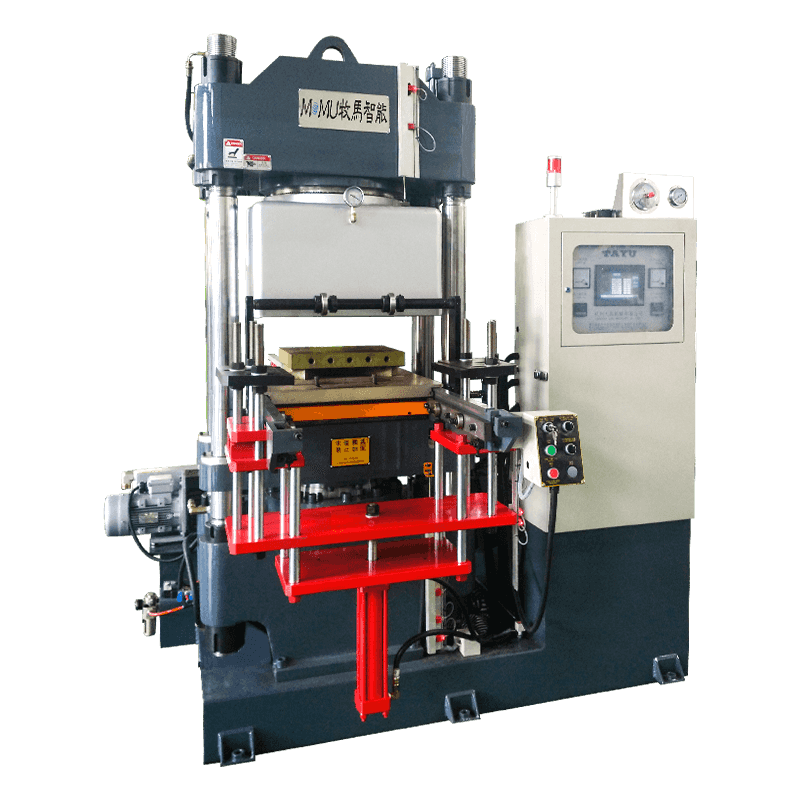
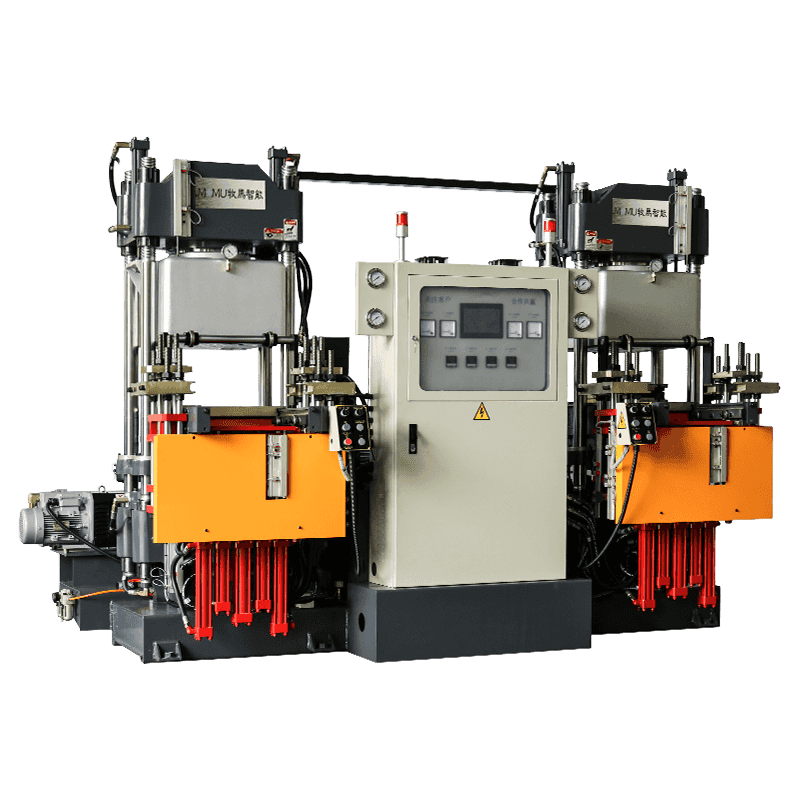
Selecting the appropriate insulators injection molding machine requires careful consideration of multiple technical specifications that align with production requirements and product characteristics. The clamping force represents one of the most fundamental specifications, typically ranging from 50 to 2000 tons for insulator production. This parameter must be sufficient to counteract the injection pressure and prevent mold separation, which would cause flash formation and dimensional inaccuracies. The required clamping force depends on the projected area of the part and the injection pressure needed to fill complex geometries.
Injection capacity and shot size determine the maximum amount of material that can be injected in a single cycle. For insulator manufacturing, this specification must account not only for the part volume but also for the runner system and any potential waste. Machines are typically selected with 40-70% shot capacity utilization to ensure consistent plasticization and avoid material degradation from excessive residence time in the barrel.
The following factors are essential when evaluating machine specifications:
- Screw design and L/D ratio appropriate for the specific insulating material, with specialized screws for thermosetting compounds featuring reduced compression ratios and non-return valves suited for reactive materials
- Temperature control zones with sufficient heating and cooling capacity to maintain precise thermal profiles, especially critical for materials with narrow processing windows
- Injection speed and pressure control capabilities that allow multi-stage injection profiles to optimize flow patterns and minimize internal stresses
- Mold temperature control systems that can maintain consistent temperatures across large mold surfaces, often requiring external temperature control units with heating and cooling capabilities
- Control system sophistication with data logging, process monitoring, and quality control integration to ensure traceability and consistent production
Optimizing Production Processes for Quality Insulators
Achieving consistent quality in insulator production requires meticulous optimization of the injection molding process parameters. The relationship between processing conditions and final product properties is complex, with multiple variables interacting to influence electrical performance, mechanical strength, and dimensional accuracy. Temperature management stands as perhaps the most critical factor, affecting material flow characteristics, cure rates for thermosetting materials, and crystallization behavior in thermoplastics.
Barrel temperature profiles must be carefully established based on the specific material being processed. For epoxy-based insulators, temperatures are typically maintained between 80-120°C to keep the resin fluid without premature curing. Mold temperatures for thermosetting materials are significantly higher, often 150-180°C, to facilitate complete curing within acceptable cycle times. These elevated mold temperatures require specialized heating systems and insulation to maintain thermal stability and operator safety.

Injection Speed and Pressure Optimization
The injection phase critically impacts the final product's internal structure and surface quality. High injection speeds can cause jetting, flow marks, and excessive shear heating, which may degrade the polymer or create weak interfaces. Conversely, excessively slow injection may result in incomplete filling, especially in complex geometries with thin sections or long flow paths. Multi-stage injection profiles allow manufacturers to balance these competing requirements, using higher speeds for bulk filling followed by slower speeds as the mold nears completion.
Holding pressure and time ensure adequate packing of the mold cavity as the material cools and shrinks. For insulators, proper packing is essential to minimize voids and maintain dimensional tolerances. The holding pressure typically ranges from 40-70% of the maximum injection pressure and is maintained until the gate solidifies, preventing backflow while compensating for volumetric shrinkage.
Mold Design Considerations for Electrical Insulators
The mold represents a critical component in the insulators injection molding system, directly influencing product quality, production efficiency, and manufacturing costs. Insulator molds must be designed with careful attention to electrical requirements, incorporating features that promote uniform material distribution, minimize stress concentrations, and facilitate complete filling of complex geometries such as sheds, ribs, and mounting hardware interfaces.
Gate design and location significantly impact the final product's properties. For insulators, gates are typically positioned to ensure balanced filling and minimize weld lines in high-stress areas. Multiple gate systems may be employed for large insulators to reduce injection pressures and improve material distribution. The gate type—whether edge, submarine, or hot runner—must be selected based on the material characteristics, part geometry, and aesthetic requirements.
Venting is particularly critical for insulator molds due to the dielectric requirements of the final product. Trapped air can create voids that concentrate electrical stress and lead to premature failure. Adequate venting channels, typically 0.02-0.05mm deep, must be incorporated at flow termination points and around core pins while being shallow enough to prevent material flash.
Quality Control and Testing Standards
Quality assurance in insulator manufacturing extends beyond dimensional verification to encompass electrical testing and material property validation. Modern insulators injection molding operations incorporate in-line monitoring systems that track critical process parameters in real-time, providing immediate feedback on process stability and enabling rapid intervention when deviations occur.
Electrical testing protocols for molded insulators typically include dielectric strength testing, which verifies the material's ability to withstand specified voltage levels without breakdown. This testing is performed on sample parts from each production batch using calibrated high-voltage test equipment. Additional electrical tests may include surface and volume resistivity measurements, tracking resistance evaluation, and partial discharge testing for high-voltage applications.
Mechanical property testing ensures that insulators can withstand installation stresses and service loads. Common tests include tensile strength, flexural strength, and impact resistance measurements. Environmental testing simulates aging effects through accelerated weathering, thermal cycling, and exposure to chemicals or UV radiation, validating the insulator's long-term performance reliability.
Maintenance and Operational Best Practices
Maintaining insulators injection molding machines in optimal condition requires systematic preventive maintenance programs that address both mechanical and thermal systems. Regular inspection and servicing prevent unexpected downtime and ensure consistent product quality. Hydraulic systems require periodic oil changes, filter replacements, and pressure testing to maintain responsive control and prevent contamination. Servo-electric machines need regular inspection of ball screws, linear guides, and electrical components to ensure precision and reliability.
The barrel and screw assembly demands particular attention due to their exposure to high temperatures and abrasive fillers common in insulating compounds. Regular inspection for wear patterns, proper purging procedures between material changes, and timely replacement of worn components prevent quality issues and material contamination. Temperature sensors and heating elements should be calibrated periodically to ensure accurate thermal control.
Operator training represents an often-underestimated aspect of successful insulator production. Well-trained personnel can identify early warning signs of process deviation, respond appropriately to quality issues, and optimize machine settings for new products or materials. Comprehensive training programs should cover machine operation, safety protocols, material handling, quality inspection procedures, and basic troubleshooting techniques. Documentation of process parameters, maintenance activities, and quality metrics enables continuous improvement and provides valuable data for process optimization and problem-solving.